メールアドレス: info@gem-cablesolution.com
メールアドレス: info@gem-cablesolution.com アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号
アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号 日本語
日本語  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
コンテンツ
- 1 ケーブル巻き取り機の機能と実際に必要な場合
- 1.1 ケーブル巻き取り機の仕組み: 張力制御とトラバース機構
- 1.2 ケーブル巻き取り機の構造: 主要コンポーネント
- 1.3 現在市場にあるケーブルスプーリングマシンの種類
- 1.4 ケーブル巻き取り機を購入する前に確認すべき主な仕様
- 1.5 ケーブル巻き取り機とケーブルのペアリング 自動ケーブルテーピング機
- 1.6 ケーブル巻き取り装置に依存する業界
- 1.7 設置および設備の要件
- 1.8 安全への配慮とオペレーターのトレーニング
- 1.9 ケーブルスプーリングマシンの寿命を延ばすメンテナンス方法
- 1.10 よくある問題と実際的な解決策
- 1.11 手動、半自動、全自動モデルの選択
- 1.12 コストの考慮事項と投資収益率
- 1.13 注文時のカスタマイズオプション
- 1.14 サプライヤーの評価: 実践的なチェックリスト
- 1.15 ケーブルスプール技術の新たなトレンド
- 1.16 よくある質問
- 1.16.1 建築用ワイヤーの生産にはどのサイズのケーブル巻き取り機が必要ですか
- 1.16.2 1 台のマシンで支払いと任務の両方を処理できますか
- 1.16.3 自動ケーブルテーピングマシンはスプール張力設定にどのような影響を与えますか
- 1.16.4 スプールが機械から離れた後に緩む原因は何ですか
- 1.16.5 サーボ張力制御には磁性粉体ブレーキよりも追加コストを支払う価値があるか
- 1.16.6 一般的なケーブル巻き取り機は連続使用でどのくらい持続しますか
- 1.16.7 光ファイバーケーブルには銅線ケーブルとは異なる機械が必要ですか?
- 1.16.8 テーパーテンション設定とコンスタントテンション設定の違いは何ですか
- 1.16.9 古い機械式ケーブル巻き取り機にサーボ張力制御を後付けすることはできますか
- 1.16.10 張力校正はどのくらいの頻度でチェックする必要がありますか
ケーブル巻き取り機の機能と実際に必要な場合
ケーブル巻き取り機は、制御された張力の下でケーブル、ワイヤ、または導体をリールまたはスプールに巻き取り、下流の処理または出荷のために再び払い戻します。ラインのよじれ、不均一な巻き、スプールのクラッシュ、またはオペレーターが低速で手動でワイヤーをガイドしている場合、直接修正するのは専用のツールです。 ケーブル巻き取り機 別の製品ラインから再利用された一般的なワインダーではなく、アクティブな張力制御を備えています。重要な仕事は簡単に言うと、張力を一定に保ち、スプール幅全体にわたってトラバースを均一に保ち、オペレーターがピンチポイントに近づかないようにすることです。このガイドのその他のすべては、本番環境の速度で確実にそれを実現するための詳細です。
メーカーは、典型的なワイヤおよびケーブルの作業において 3 つのポイントでケーブル スプール機に手を伸ばし、押出または外装の後に巻き取り、バルク ドラムから販売長のリールに再スプールし、テーピング、編組、または切断などの二次プロセスに供給して回収します。これらの各役割は、マシンに異なる負荷プロファイルを適用します。そのため、同じ一般的なキーワードに対して構築されたモデル間でスペック シートが大きく異なるのです。
また、そのマシンが何ではないのかを明確にすることにも役立ちます。ケーブル巻き取り機は、製品をフランジ付きリールではなく緩いループに巻き付けるコイラーとは異なります。また、輸送のみに使用される単純なドラムトラックとは異なります。コイラーは束で販売される短い長さのフレキシブル コードに適していますが、スプール機は、顧客の現場で絡まることなくきれいに巻き戻す必要がある数百メートルまたは数千メートルの連続長さに適しています。購入予算を立てる前にこの区別を正しく理解しておけば、技術的にはケーブルを巻いても、顧客が期待する見返り品質を提供できない機器の購入を回避できます。
専用のスプール ステージを追加するという決定は、通常、スプレッドシートに表示される前に工場現場に表示されます。監督者は、スプールを手で張り直すのにかかる時間が増え、ペイオフのもつれに関する顧客からの苦情が増え、潰れた内側のラップに書かれたスクラップタグが増えていることに気づきました。これらの症状が同時に現れると、適切に指定されたケーブル巻き取り機のコストは、すでに実施されている回避策の累積コストよりもほとんどの場合低くなります。
ケーブル巻き取り機の仕組み: 張力制御とトラバース機構
ケーブルスプールマシンの背後にある機械的なストーリーは、スプールを回転させる回転スピンドルと、ワイヤーを一箇所に積み重ねずに均等に配置するためにガイドアームを左右に動かすトラバースユニットという、連携して動作する 2 つのシステムに集約されます。張力は、完成したスプールが使用可能かスクラップかを決定する変数です。
- 定張力モードでは、スプール直径に関係なく、通常はバックロードセルデータを毎秒数百回読み取る磁気パウダーブレーキまたはサーボトルクループを使用して、ワイヤーに一定の張力を保持します。
- テーパーテンションモードは、スプールの直径が大きくなるにつれて引っ張りを軽減し、後でその上に巻かれるすべてのものの重みによって内側のラップが押しつぶされるのを防ぎます。
- トラバース同期は、電子ギア比を介してガイドアームの速度をスピンドルの回転に結び付けるため、最初の層から最後の層までラップ角度が一定に保たれます。
- ダンサー アームまたはロード セルのフィードバックによってループが閉じられ、ライン速度の変化に応じてブレーキまたはモーターのトルクがリアルタイムで調整されます。
2023 年以降に製造されたほとんどの中型ケーブル スプール機モデルは、純粋な機械式摩擦ブレーキからサーボ駆動の張力制御に移行しています。これは主に、銅とアルミニウムの導体の価格により、スクラップが以前よりもはるかに高価になったためであり、巻き張力の許容差を厳しくすることで、短期間の生産で元が取れます。
コントロール パネルの下にあるテンション ループは、かなり標準的なフィードバック システムです。ロードセルまたはダンサーアームは実際のライン張力を測定し、それをオペレーターが入力した設定値と比較し、その誤差を比例・積分・微分コントローラーに送り、それに応じてブレーキトルクやモーター電流を調整します。比例項は誤差のサイズに反応し、積分項は時間の経過とともに残る安定したオフセットを補正し、微分項は突然のスパイクを緩和して、ライン速度が急速に変化したときにシステムがオーバーシュートしないようにします。サプライヤーが機械の試運転を行った後は、オペレーターがこれらのゲインに触れる必要はほとんどありませんが、これらのゲインの存在を知っておくと、機械的な修理ではなく単純なパラメータのリセットで張力故障が自然に解消される場合がある理由を説明できます。
テーパー率がほとんどのバイヤーの予想以上に重要である理由
テーパー張力は、多くの場合、空のスプールから完全なスプールまでの張力の減少率として表され、導体の剛性と絶縁化合物に応じて、通常は 20 パーセントから 50 パーセントの間になります。テーパー比の設定が低すぎると、内側のラップが押しつぶされて損傷を受ける可能性があり、一方、比の設定が高すぎると、輸送中に外側のラップが緩んで横に滑る可能性があります。この数値を正しく取得することは、機械の設定というよりも材料科学の問題に近く、有能なサプライヤーが試運転中に工場出荷時のデフォルトのままにするのではなく、最初に尋ねるべきことの 1 つです。

ケーブル巻き取り機の構造: 主要コンポーネント
2 つの見積間の価格差は、ほとんどの場合、機械全体ではなく、これらのコンポーネントの 1 つ以上の違いによって説明されるため、ケーブル スプール機械の主要アセンブリを個別に分解すると、サプライヤーの見積を読むのが容易になります。
メインドライブモーター
最大スプール重量と目標ライン速度に応じてキロワット単位で調整された回転力をスピンドルに供給します。通常、最新の機械ではサーボまたはベクトル制御 AC モーターが使用されます。
スピンドルとアーバー
フランジボアの直径に合わせたサイズのスプールまたはリールを所定の位置に保持し、高スループットラインではクイックリリースまたは油圧クランプを使用して切り替えを迅速化します。
トラバースキャリッジ
ワイヤガイドをスプール幅全体に運び、精密さのためにボールネジまたはタイミングベルトによって、あるいは単純な機械のカム機構によって駆動されます。
テンションコントロールユニット
ブレーキ、ロードセル、またはサーボトルクモーターと、スプール構造全体にわたって張力を許容範囲内に保つ制御電子機器が含まれています。
フレームとベース
重いスプールの下でのフレームのたわみはトラバースの不正確さの一般的な原因であるため、荷重下での剛性を提供します。通常は水平調整脚またはアンカー ポイントを備えた溶接スチールです。
ヒューマン・マシン・インターフェース
オペレーターが張力、テーパー比、速度、スプール長の目標を設定するタッチスクリーンまたはパネル。多くの場合、迅速な切り替えのために複数の製品レシピが保存されます。
安全警備
輸出市場における職場の安全基準を満たすために、インターロックされたカバー、ライトカーテン、またはピンチポイント周囲の物理的バリアがますます求められています。
長さ測定器
生産されたメートル数をカウントする接触ホイールまたは非接触エンコーダは、目標の長さに達すると自動停止またはカット機能に送られます。
現在市場にあるケーブルスプーリングマシンの種類
適切な構成を選択するには、機械のレイアウトを床面積と製品直径の範囲に合わせることから始まります。以下の構成は、電線およびケーブル プラントに設置されている機器の圧倒的多数をカバーしています。
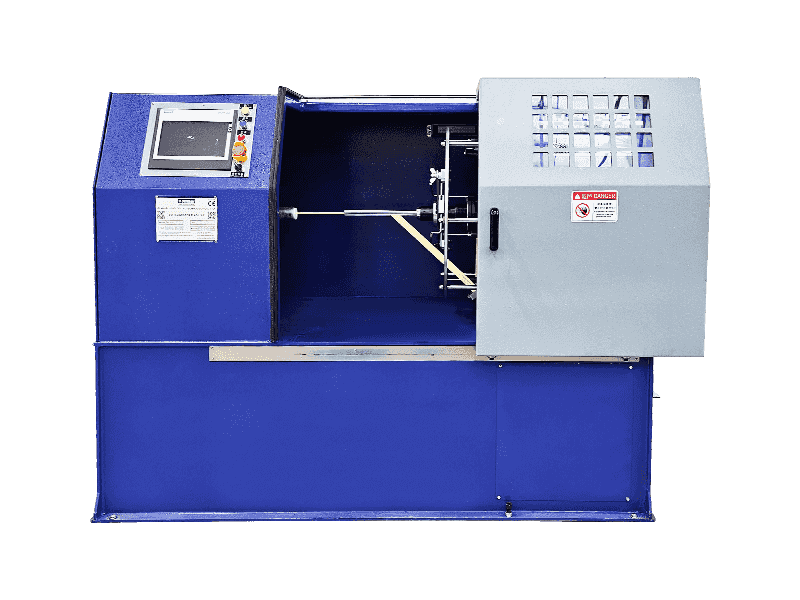
横型スプール機
スプール軸は床と平行に走り、端からロードおよびアンロードされます。直径約 2 メートルまでのリールに一般的で、天井クレーンのアクセスが制限されている場合に好まれます。
縦型スプール機
スプールは平らに設置され、垂直軸を中心に回転するため、フォークリフトでの積み込みが簡単になり、地下または海底ケーブルに使用される非常に重いリールに適しています。
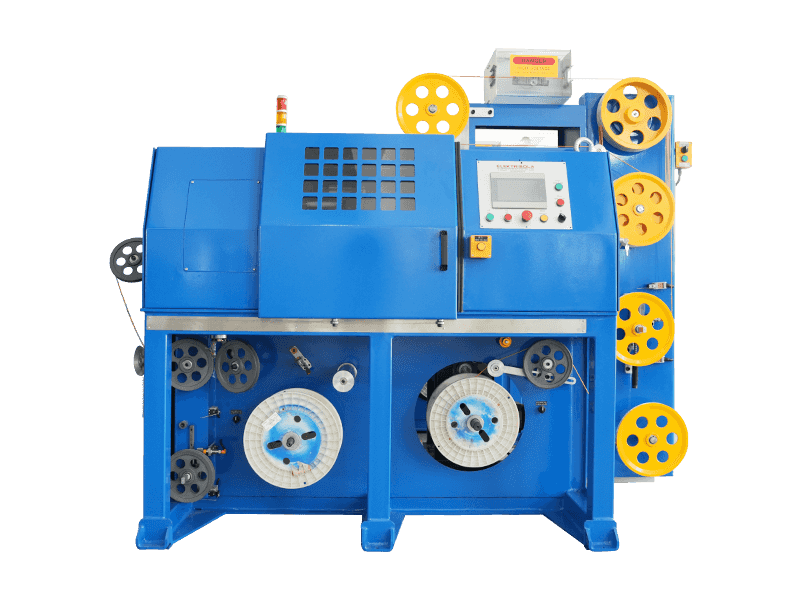
二軸スプール機
2 つのスピンドルが交互に使用されるため、一方のスプールが生産を実行している間に他方のスプールがロードまたはアンロードされ、連続ラインでの切り替えのダウンタイムがほぼゼロに短縮されます。
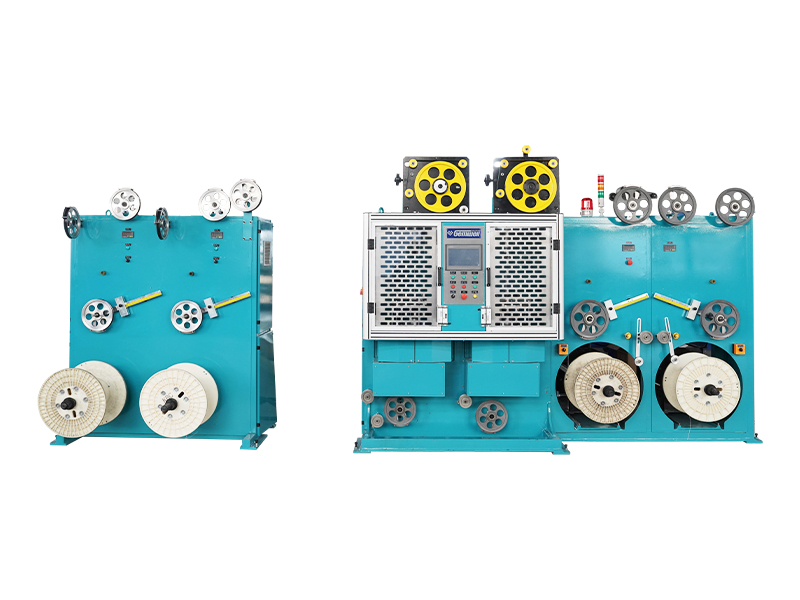
支払いを済ませてコンボユニットを手に入れる
ペイオフ スタンドと共有フレーム上の巻き取りスプーラーを組み合わせます。これは、短い再スプール ラインやケーブル切断またはコイリング ステーションで一般的です。
カンチレバースプーリングマシン
スプールを片側からのみサポートし、開くための 2 番目のベアリング ブロックがないため、非常に素早いリールの切り替えが可能ですが、通常は最大スプール重量が軽くなります。
トラバースドラムツイスターコンビネーション
スプールステージの直前に撚りまたは撚りステージを統合しており、導体ストランドを巻く直前にまとめる必要がある場合に使用されます。
構成以外にも、購入者は固定速度ドライブトレインと可変速ドライブトレインのどちらかを選択します。固定速度機械は安価ですが、スプール段階に適した速度でライン全体を強制的に稼働させます。一方、可変速機械は、上流の押出またはテーピング速度がすでに設定されているものに合わせてスプーリング段階を調整します。これは、週を通じて複数の異なる製品を稼働させるラインでは最も重要です。
ケーブル巻き取り機を購入する前に確認すべき主な仕様
ケーブル巻き取り機のスペックシートは、表面的には同じように見えますが、デューティサイクルと精度の実際の違いは隠されています。以下の表は、注文書に署名する前に行ごとに比較する価値のある数値を示しています。
| 仕様 | 軽作業 | 中負荷 | ヘビーデューティ |
|---|---|---|---|
| 最大スプール直径 | 630mm | 1600mm | 3000mm以上 |
| 最大スプール重量 | 500kg | 3000kg | 10000kg以上 |
| 回線速度 | 毎分最大200メートル | 毎分最大600メートル | 毎分最大1200メートル |
| 張力制御方法 | メカニカルブレーキ | 磁粉ブレーキ | 閉ループサーボトルク |
| トラバース精度 | プラスマイナス2mm | プラスマイナス1mm | プラスマイナス0.5mm |
| メインモーター出力 | 1.5~3kW | 4~11kW | 15kW以上 |
| 一般的な設置面積 | 2×1.5メートル | 4×2.5メートル | 7×4メートル以上 |
数字だけでなく、スプール途中での電源遮断をドライブがどのように処理するかを確認してください。ブレーキフェイルセーフロジックのない機械では、出力が低下した瞬間に重いスプール全体が自重で巻き戻される可能性があり、これは安全上の問題であると同時に、確実な廃棄イベントとなります。また、人がいる作業エリアの近くに機械を設置する場合は、騒音レベルの定格も確認してください。これは、分速 800 メートルを超えて稼働する大型装置は、多くの職場規制で聴覚保護が必要なレベルに近づく可能性があるためです。
制御システムのブランドとファームウェアの更新ポリシーについてもサプライヤーに問い合わせてください。広くサポートされている産業用コントローラー プラットフォームで構築された機械は、何年も後のメンテナンスが容易ですが、無名または独自の制御ハードウェアで構築された機械は、元のサプライヤーがサポートの提供を停止した場合、工場が立ち往生する可能性があります。
ケーブル巻き取り機とケーブルのペアリング 自動ケーブルテーピング機
ラップ層、シールドテープ、難燃性テープ、または装甲寝具テープを必要とするワイヤーは、ほとんどの場合、配線を通過します。 自動ケーブルテーピング機 巻き取りスプール段階の直前に行われるため、通常、2 台のマシンは別々に購入されるのではなく、適合するペアとして指定されます。テーピングヘッドは、ケーブルが連続的に移動している間、設定されたオーバーラップ率で導体の周囲にテープを重ね合わせます。下流のスプールマシンは、テープの巻きを緩める原因となる張力の変動を引き起こすことなく、まったく同じライン速度を受け入れる必要があります。
購入前にサプライヤーに確認する価値のあるライン統合の詳細:
- 自動ケーブル テーピング マシンとケーブル スプール マシンが、通常は両方のドライブで共有されるエンコーダ パルスを通じて、共通のライン速度基準信号を共有していることを確認します。
- テーピング ヘッドのオーバーラップ率の範囲を確認してください。ほとんどのモデルは 10% ~ 70% のオーバーラップをカバーしており、これはケーブル構造標準と一致する必要があります。
- 追加されたテープ層の直径によってスプールの途中でラップ張力が失われないように、スプール側がテーパー張力モードで動作できることを確認します。
- テーピング ヘッドのテープ ボビン数がシールドまたはアーマーの設計と一致するかどうかを確認してください。シングル ヘッド、デュアル ヘッド、およびプラネタリー テーピング ヘッドはすべて、巻き方が異なります。
- 各マシンに個別の停止回路があると、実稼働中の障害回復が遅くなるため、両方のマシンが単一の共有制御ポイントから停止および再起動できることを確認します。
ケーブルのテーピングとスプールを、非同期の別個の機械として稼働させている工場では、共有ラインで稼働させている工場に比べて、テープのしわやラップの緩みに関する苦情がはるかに多く報告されています。これが、制御システムが現場で統合されるのではなく、事前に適合するように、同じ製造業者から両方の機械を購入するよう求める主な理由です。
一部の工場では、機械的な同期を超えて、テーピング段階とスプール段階の間で共有データ ログを指定し、生産されるすべてのメーターの同じタイムスタンプに対してテープ張力、オーバーラップ率、スプーリング張力を記録しています。この種の共同トレーサビリティ記録は、自動車や航空宇宙配線などの規制市場向けのケーブルで一般的になってきており、数年後に品質を主張するには、特定のスプールを製造するために使用された正確なプロセス条件の証明が必要になる場合があります。

ケーブル巻き取り装置に依存する業界
このキーワードは幅広い機器カテゴリをカバーしていますが、ワイヤとケーブルが最終製品または重要なサブコンポーネントである少数の業界で需要が集中しています。
- 建築用ワイヤーおよび電力ケーブルの製造では、バルクドラムから小売用の長さのリールへの大量の再巻き取りが日常業務となります。
- 電気通信および光ファイバー ケーブルの製造。トラバース精度により、巻き取り中の繊細なコアが圧壊損傷から保護されます。
- 頻繁にサイズを変更しながら、より細い直径のワイヤを非常に高速で配線する自動車用ワイヤリング ハーネスのサプライヤー。
- 溶接ケーブルおよびゴム絶縁ケーブルの製造業者では、柔軟なジャケット コンパウンドが不均一な張力下で変形しやすくなります。
- 再生可能エネルギー ケーブルの製造、特に太陽光ケーブルや洋上風力アレイ ケーブルでは、大型の高耐久スプールが主流です。
- 鉱業および海洋ケーブルのサプライヤーでは、リールが国際的に輸送されることが多く、目的地での信頼性が工場での巻線の品質と同じくらい重要です。
- 鉄道および交通信号ケーブルの製造会社では、一貫したスプール長とクリーンな利益が鉄道通路に沿った敷設スケジュールに直接影響します。
スプールサイズの好みは業界ごとにどう違うのか
建築用ワイヤーの製造会社は、顧客が電気技師や流通業者であり、使い慣れたパッケージングを期待しているため、狭い範囲の小売リール サイズを標準化する傾向があります。一方、洋上風力発電や海底ケーブルの製造会社は、特定の船舶やタービンの設置計画に基づいて構築されたカスタム スプール寸法で作業しています。多くの場合、複数の業界にサービスを提供するプラントでは、1 つの市場セグメントのみにサービスを提供するプラントよりも広い直径調整範囲が必要となるため、この違いはケーブル スプール機を指定する際に重要になります。
設置および設備の要件
ケーブル巻き取り機が到着する前に、プラントは受け取り床が構造的にもユーティリティ接続の面でもケーブル巻き取り機をサポートできることを確認する必要があります。 5000 kg を超えるスプール定格の大型機械では、標準的な倉庫の床スラブではなく鉄筋コンクリート パッドが必要になることが多く、基礎図面は現場で見積もるのではなく、機器のサプライヤーから入手する必要があります。
- 電源、ほとんどの中型および大型マシンは三相電源で動作し、注文前に電圧と周波数が地域の電力網標準に一致していることを確認してください。
- 圧縮空気の供給。空気圧によるクランプやブレーキアシストを使用する機械に必要で、通常は指定された圧力範囲の清浄な乾燥空気ラインが必要です。
- 頭上クリアランス、垂直スプール機、および大型の水平ユニットには、ラインが稼働する最大のスプールをクレーンで積み込むのに十分なヘッドルームが必要です。
- 通路幅、機械の両側にフォークリフトやクレーンがアクセスできる十分なスペースがあるため、段取り替えが迅速化され、積み込み時の衝突による損傷の可能性が軽減されます。
- 周囲条件、ほこりの多い環境、または高湿度の環境では、密閉された制御キャビネットとドライブ電子機器の追加の冷却が必要になる場合があります。
通常、試運転には、機械的なアライメントチェック、電気的安全検査、認定された基準重量に対する張力校正の実行、ラインが生産用途に引き渡される前に測定および検査される試用スプールの構築が含まれます。設置当日の時間を節約するためにこれらの手順のいずれかをスキップすることは、新しく設置されたケーブル巻き取り機の動作最初の数週間で定格仕様を下回る最も一般的な理由の 1 つです。
安全への配慮とオペレーターのトレーニング
ケーブル巻き取り機は、回転質量、蓄積された張力エネルギー、トラバース ガイドのピンチ ポイントを組み合わせており、これらの組み合わせにより、オペレータのトレーニングが機械の仕様自体と同じくらい重要になります。スプール装置に起因する職場事故のほとんどは、定常状態での運転中ではなく、スプールのロードおよびアンロード中に発生します。これは、手が可動部品に最も近く、最も重い荷物が操作されるときであるためです。
| 安全管理 | 対処された危険性 |
|---|---|
| 連動トラバースガード | 動作中に移動中のキャリッジに手が触れないようにする |
| 非常停止ロープまたはボタン | オペレータは機械の長さに沿って即座に停止することができます。 |
| ブレーキフェイルセーフロジック | サイクルの途中で電源が失われた場合、制御されていないスプールの巻き戻しを停止します。 |
| スプールアーバー止めピン | ローディング中にスプールがスピンドル上で移動するのを防ぎます。 |
| ローディングゾーンのライトカーテン | 人が予期せずローディングエリアに入った場合にスピンドルの回転を停止します |
トレーニングでは、コントロール パネル上のボタンの位置以外の場所もカバーする必要があります。オペレータは、テーパ張力が存在する理由、張力異常アラームが実際に何を意味するか、安全上の問題になる前にベアリングの摩耗やトラバースのミスアライメントの初期兆候を認識する方法を理解することで利益を得られます。新しい機器と構造化されたオペレータートレーニングプログラムを組み合わせたプラントは、非公式の実務学習のみに依存しているプラントと比較して、初年度のニアミス事故の報告が一貫して少なくなります。
ケーブルスプーリングマシンの寿命を延ばすメンテナンス方法
固定スケジュールで保守されるケーブル巻き取り機は、産業用に 10 年以上継続して稼働しますが、放置されたユニットでは、最初の 2 ~ 3 年以内に張力ドリフトやトラバース チャタリングが発生します。以下のメンテナンス カレンダーは、プラント メンテナンス チームによって報告された一般的な慣行を反映しています。
| タスク | 間隔 | なぜそれが重要なのか |
|---|---|---|
| 横行レールの潤滑 | 毎週 | 不均一なラップ間隔を引き起こす乾燥摩擦を防止します。 |
| ブレーキまたはクラッチの点検 | 毎月 | ライニングが摩耗すると、日常的に気づきにくいゆっくりとした張力のドリフトが発生します。 |
| ロードセル校正チェック | 四半期ごと | 既知の基準重量に対して張力の読み取りを正確に保ちます |
| スピンドルベアリングサービス | 毎年 | ベアリングの摩耗は、古いマシンでの計画外のダウンタイムの主な原因です |
| 制御盤の検査 | 四半期ごと | ほこりの蓄積と端子の緩みは断続的な障害の一般的な原因です |
| 横送りボールねじのバックラッシチェック | 毎年 | 過剰なバックラッシュは、スプールのエッジでのラップ間隔の不一致として最初に現れます。 |
日付、作業、技術者を記録した基本的なスプレッドシートなど、各マシンに対する簡単なメンテナンス ログを保持すると、必要な間隔よりも頻繁に調整が必要になるブレーキなどの発生パターンを特定することがはるかに簡単になります。これは、通常、1 回限りの故障ではなく部品の寿命が近づいていることを示します。

よくある問題と実際的な解決策
ケーブル巻き取り機に起因する苦情のほとんどは、再発する問題の短いリストに分類され、修正は通常、オペレーターが予想するよりも簡単です。
不均一なラップまたは伸縮式スプール: ほとんどの場合、張力の問題ではなくトラバース タイミングの問題が考えられます。ブレーキ設定を調整する前に、まずスピンドル エンコーダとトラバース モーターの間の電子ギア比を確認してください。
インナーラップのワイヤークラッシュ: テーパー張力が必要なジョブで一定張力モードを実行することを指します。修正は、ほとんどのサーボ制御マシンの機械的な修理ではなく、設定の変更です。
速度が変わると突然張力が急上昇する: 通常、張力制御ループにおける PID 調整の問題ですが、ほとんどの制御パネルでは、技術者の訪問なしで比例ゲインと積分ゲインを調整できます。
アンロード時のスプールフランジの損傷: 機械の故障ではなくマテリアルハンドリングの問題です。装置のせいにする前に、フォークリフトのフォークまたはクレーンのスリングがスプールアーバーの間隔と一致していることを確認してください。
迷惑な緊張アラームが繰り返される: 多くの場合、実際の張力の問題ではなく、校正から外れてしまったロードセルが原因であることが多く、基準分銅に対する簡単な校正チェックでほとんどのケースが解決されます。
トラバースガイドローラー上でワイヤーが滑る: 通常、ローラーの表面が磨耗したり艶がついたりしますが、ローラー スリーブを交換すると、トラバース アセンブリ全体を交換することなくグリップが回復します。
長時間稼働するとマシンが熱くなります: ドライブ キャビネットの冷却ファンに障害物がないこと、および夏の間、マシンの周囲の温度が定格動作範囲を超えていないことを確認してください。
コストの考慮事項と投資収益率
購入価格は、ケーブル巻き取り機の総コストの一部にすぎません。ステッカー価格だけで見積もりを比較する購入者は、基本的な機械式機械と全自動サーボ制御ユニットとの間の運用コストの差を過小評価することがよくあります。
- スクラップの削減、より厳密な張力制御により、古い機械式ブレーキ システムと比較して、スプールのつぶれや伸縮による事故が通常大幅に削減され、高価な導体のスクラップ コストが急速に増加します。
- 省力化、自動長さ切断、およびスプール交換により、スプールごとに必要なオペレータの時間が短縮されます。これは、連続的に実行される複数のシフト操作で最も重要です。
- エネルギー消費量としては、サーボドライブは一般に、余分な張力を熱として放散する古い機械式ブレーキシステムよりも、生成されるメートル当たりのエネルギー消費が少なくなります。
- スペアパーツが入手可能であるため、一般的な産業用コンポーネントを中心に構築された機械は、元の製造業者からのみ調達される独自の部品を備えた機械よりも長期修理コストが低くなる傾向があります。
- ダウンタイムのコスト、リモート診断機能や明確な障害コード表示を備えたマシンは、障害ごとに技術者の訪問が必要なマシンよりも早く本番稼働に戻ります。
投資収益率を見積もる際、プラントは通常、2 つの装置オプションの価格差を、スクラップの削減と労働時間の削減によって予想される年間節約額と比較し、価格差をその年間節約額で割って回収期間を年単位で見積もります。ほとんどのプラントでは、多くの場合約 2 ~ 3 年という内部しきい値を設定しており、このしきい値を下回ると、初期費用が高くても、より高度な自動化オプションが正当化されると見なされます。
注文時のカスタマイズオプション
標準カタログ モデルは需要の大部分をカバーしていますが、多くのバイヤーは既存の生産ラインや特定の製品範囲に合わせて変更を要求しています。一般的なカスタマイズ リクエストには、標準カタログ制限を超える調整可能なスプール直径範囲、共押出または多層ケーブル用のデュアル テンション ゾーン、スプール識別用の統合印刷またはマーキング ヘッド、既存のプラント ネットワーク プロトコルに一致するカスタム制御ソフトウェア、輸出注文向けの非標準の電圧または周波数構成などが含まれます。
カスタマイズをリクエストする場合、直径と重量の数字だけでなく、実際の製品サンプルや詳細な図面をサプライヤーに提供すると役立ちます。これは、2 つの製品が同じ公称直径を共有している場合でも、ジャケットコンパウンドの剛性と表面仕上げの両方が張力設定の調整方法に影響するためです。

サプライヤーの評価: 実践的なチェックリスト
同じ公称仕様を引用する 2 つのサプライヤーが実際のパフォーマンスで大きく異なる可能性があるため、評価プロセスは仕様書を並べて比較する以上のものである必要があります。
- サプライヤー自身のケーススタディに頼るのではなく、同様の製品範囲と同様の生産量を実行している工場に参考資料を求め、実際に連絡してください。
- 特定の製品の実際のラップ品質が将来のパフォーマンスを予測する最良の指標となるため、可能であれば最終購入前に独自の材料でのサンプル スプール実行をリクエストしてください。
- 設置と試運転に何が含まれているかを確認してください。見積もりにはオンサイトでのセットアップと校正が含まれる場合もあれば、別の項目として価格設定される場合もあります。
- これら 2 つのカテゴリには保証期間が異なることが多いため、張力制御電子機器の保証条件を機械フレームとは別に明確にします。
- スペアパーツ、特に機械の耐用期間中に交換が必要になる可能性が最も高いロードセル、ブレーキユニット、およびコントロールパネルコンポーネントの一般的なリードタイムについて尋ねてください。
- 両方の製品ラインを提供するサプライヤーは、無関係な 2 つの製造業者の機器を組み合わせるよりも確実に同期ラインを稼働させることができるため、サプライヤーが自動ケーブル テーピング マシンも製造しているかどうかを確認します。
ケーブルスプール技術の新たなトレンド
新しいケーブルスプール機械の制御システムには、高価なオプションではなく標準機能としてデータロギングが組み込まれることが増えており、生産されるすべてのスプールの張力、速度、長さをタイムスタンプに対して記録します。このデータはプラントの品質システムに入力され、特定の機械の張力変動が過去の通常の範囲を逸脱する傾向にあるときに、メンテナンス チームに早期警告を与えます。これにより、生産停止を引き起こす前にベアリングやブレーキの問題の発生を発見できることがよくあります。
また、エネルギー効率も強力な購入要素となっており、銘板モーターの定格だけでなく、通常の負荷での消費電力の実測値をサプライヤーに求める購入者が増えています。これは、機械の耐用年数にわたる実際のエネルギーコストが、継続的に稼動しているラインの総所有コストの重要な部分となる可能性があるためです。
遠隔監視と診断も一般的になってきており、サプライヤーのサービスチームが障害ログを確認し、場合によっては技術者を派遣する前に特定の制御パラメータを遠隔で調整できるようになり、障害発生から生産再開までの時間が短縮されます。
よくある質問
建築用ワイヤーの生産にはどのサイズのケーブル巻き取り機が必要ですか
計画されている最大のスプール直径に機械を合わせて、将来の製品の成長に備えたマージンを加えます。小売りリールがその範囲を超えることはめったにないため、ほとんどの建築ワイヤ ラインは 1000 mm ~ 1800 mm のスプール定格の中負荷機械で稼働します。
1 台のマシンで支払いと任務の両方を処理できますか
はい、コンボユニットは少量生産ライン用に存在しますが、連続生産ラインでは専用の繰り出し機と巻き取り機の方が一般的です。これは、それぞれの側を独自の張力プロファイルに合わせて個別に最適化できるためです。
自動ケーブルテーピングマシンはスプール張力設定にどのような影響を与えますか
テープ層を追加すると外径が増加し、張力制御が作用する有効半径がわずかに変化するため、上流にテーピング ステージを追加すると、ほとんどのオペレータはテーパー テンション モードに移行するか、テーパー比を調整します。
スプールが機械から離れた後に緩む原因は何ですか
通常、巻き取り中の張力が不十分であるか、ジャケットコンパウンドが巻き取り後に緩む場合は、どちらもベース張力をわずかに増加させ、その特定のコンパウンドに対する材料供給者の推奨巻き取り張力を確認することで対処できます。
サーボ張力制御には磁性粉体ブレーキよりも追加コストを支払う価値があるか
銅や光ファイバーケーブルなどの高価な導体の場合は、そうです。1 つの破砕スプールからのスクラップコストが、使用開始から最初の数か月以内に 2 つの張力システム間の価格差を超えることがよくあるためです。
一般的なケーブル巻き取り機は連続使用でどのくらい持続しますか
適切にメンテナンスされた機械は通常、継続的な産業用サービスで 10 年をはるかに超えて稼働し、メインドライブとフレームは通常、途中でアップグレードされる制御電子機器の数世代よりも長持ちします。
光ファイバーケーブルには銅線ケーブルとは異なる機械が必要ですか?
必ずしも別のマシンである必要はありませんが、光ファイバー ケーブルは通常、銅ケーブルよりも厳しいトラバース精度と低い最大張力設定を必要とするため、制御システムには完全に別個のマシンではなく、より広い調整範囲が必要です。
テーパーテンション設定とコンスタントテンション設定の違いは何ですか
一定の張力はスプール構造全体を通して同じ引力を維持しますが、テーパー張力はスプール直径が大きくなるにつれて引力を徐々に減少させ、内側のラップが外層の重みで押しつぶされるのを防ぎます。
古い機械式ケーブル巻き取り機にサーボ張力制御を後付けすることはできますか
多くの場合、はい、サーボ張力制御キットを既存のフレームに改造するのが一般的な方法であり、完全に交換するコストをかけずに、機械的に健全な古いマシンの耐用年数を延ばすことができます。
張力校正はどのくらいの頻度でチェックする必要がありますか
認定基準重量に対する四半期ごとの校正チェックが一般的ですが、高価値の導体や公差の厳しい光ファイバ ケーブルを使用している工場では、張力関連の品質不良によるコストの高さを考慮して毎月チェックする場合もあります。