メールアドレス: info@gem-cablesolution.com
メールアドレス: info@gem-cablesolution.com アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号
アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号 日本語
日本語  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
コンテンツ
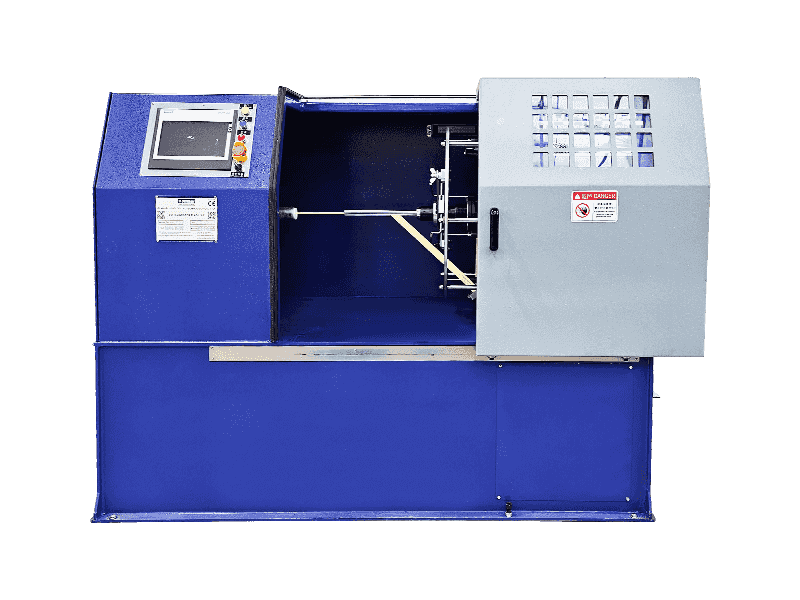
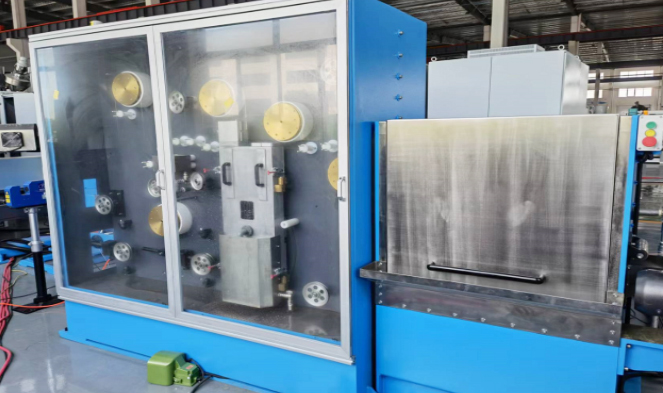
単軸押出機の実際の動作
A 単軸押出機 プラスチックやゴムの混合物を溶かし、混合し、成形されたダイに押し込んで、連続したプロファイル、シート、パイプ、またはケーブルの被覆を形成します。加熱されたバレル内に収容された 1 本の回転スクリューに依存して、原料を可塑化するのに必要な圧力とせん断を生成し、安定した制御可能な速度で供給します。電線およびケーブル業界では、この同じコアメカニズムがすべての製品の心臓部です。 ケーブル押出機 絶縁、外装、ジャケットラインに使用されます。押出成形装置を比較する人への簡単な答えは、単軸スクリュー設計が、機械的単純さ、メンテナンスコストの削減、および PVC、PE、XLPE、および低発煙ハロゲンフリー材料などの一般的な化合物に対する一貫した溶融生産量を兼ね備えているため、依然としてケーブル製造における主要な選択肢であるということです。
以下では、このガイドでは、機械の仕組み、最も重要なコンポーネント、二軸ネジの代替品との比較、ケーブル製造ラインを購入する前に購入者が確認すべき点について詳しく説明します。
バレル内での押出プロセスの仕組み
内側 単軸押出機 、原料はホッパーを通ってバレルの供給ゾーンに落ちます。そこから、スクリューは材料を 3 つの機能ゾーンに運び、溶融物がダイに到達する前にそれぞれの機能ゾーンで異なる仕事を実行します。
- フィードゾーン: 固体ペレットまたは粉末は、バレルヒーターと摩擦によって温められながら前方に搬送されます。
- 圧縮ゾーン: スクリューの溝の深さが減少し、材料が圧縮され、閉じ込められた空気が押し出され、せん断熱と伝導によって溶解プロセスが始まります。
- 計量ゾーン: 溶融物は均一な温度と粘度に均質化され、一定の圧力でスクリーン パックとダイヘッドに向かって押し込まれます。
スクリューの形状、特に長さと直径の比 (一般に L/D 比と呼ばれます) によって、材料がせん断され加熱されるのにどれだけの時間がかかるかが決まります。ほとんどのケーブル絶縁および被覆ラインは 20:1 ~ 26:1 の L/D 比を使用しており、これにより、連続的なケーブル被覆用途に適した溶融品質と出力速度のバランスが取れています。

出力品質を決定するコアコンポーネント
毎 ケーブル押出機 単一のネジ設計を中心に構築された製品は共通の部品セットを共有しますが、各部品の精度は肉厚の一貫性、表面仕上げ、ライン速度に直接影響します。
| コンポーネント | 一次機能 | ケーブル品質への影響 |
|---|---|---|
| スクリューとバレル | 圧力下で化合物を溶かして輸送します | 溶融物の均一性とスループットの安定性を決定します |
| スクリーンチェンジャー | 溶融流から汚染物質を濾過します | 表面欠陥や金型の詰まりを軽減します |
| クロスヘッドダイ | 溶融した材料を導体の周囲に成形します | 同心度と肉厚を制御 |
| 冷却トラフ | ダイの後に押し出された層を固化します | 寸法安定性と収縮に影響を与える |
| 降ろして引き取ります | ケーブルを同期速度で引っ張り、巻き取る | ライン速度の一貫性とスプールの張力を決定します |
シングル ネジとツイン ネジ: ケーブルの製造に適したもの
新しいラインを評価するバイヤーは、ケーブル加工において、二軸スクリュー構成が標準的な一軸スクリュー押出機に比べて実際の利点があるかどうかをよく尋ねます。正直な比較は、処理される化合物に大きく依存します。
| 因子 | 単ネジ | ツインスクリュー |
|---|---|---|
| 最適な化合物 | PVC、PE、XLPE、標準熱可塑性プラスチック | 高充填コンパウンド、熱に敏感な配合 |
| 資本コスト | 下位 | より高い |
| メンテナンスの複雑さ | シンプルで摩耗部品が少ない | より複雑なギアボックスとネジの整備 |
| ケーブルプラントでの一般的な使用法 | 絶縁および被覆線 | ペレット化前の配合ライン |
標準の絶縁体またはジャケットコンパウンドを使用しているほとんどのケーブルメーカーでは、明確に指定された 単軸押出機 二軸スクリューシステムの追加コストや複雑さを伴うことなく、必要な出力安定性を実現します。
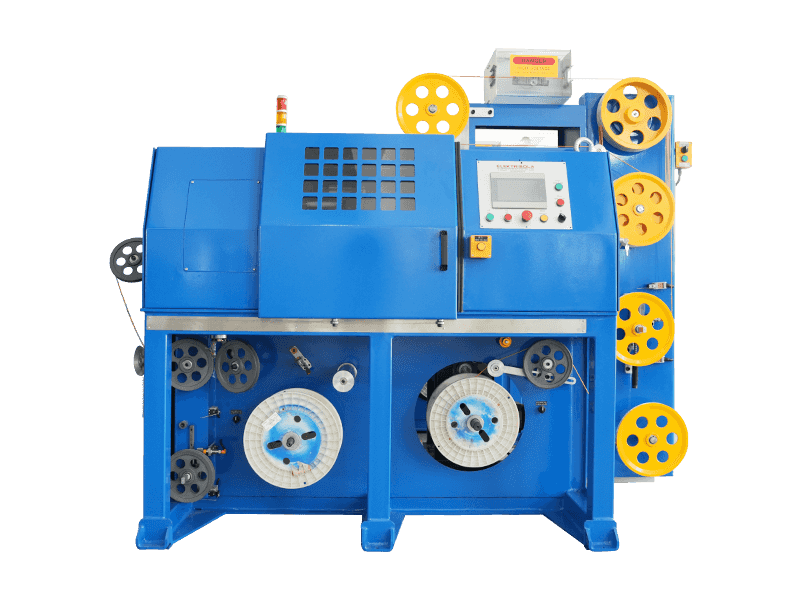
業界全体でケーブル押出機が使用されている場所
A ケーブル押出機 単一ネジ技術に基づいて構築されたこの製品は、一般的なワイヤおよびケーブル工場内のいくつかの異なる生産ラインをサポートします。
- 建築用電線、自動車用ケーブル、制御ケーブル用の一次絶縁押出成形
- 電力ケーブル、通信ケーブルの外装および被覆
- 多芯ケーブルアセンブリ用のフィラーおよびベディング押出成形
- 光ファイバールースチューブ、バッファー層のコーティングライン
- データおよび同軸ケーブル用のフォームスキン絶縁押出成形品
アプリケーションごとに、わずかに異なるスクリュー設計、ダイの形状、冷却長が必要となるため、ケーブル押出ラインが単一の固定構成として販売されることはほとんどありません。メーカーは通常、押出機全体を交換せずに導体サイズを切り替えるために、カスタムのクロスヘッド ダイと調整可能なライン速度を要求します。
押出性能に影響を与えるスクリュー設計パラメータ
圧縮率
圧縮率は、供給ゾーンのチャネル深さと計量ゾーンのチャネル深さを比較します。 PVC および PE ケーブル コンパウンドでは 2.5:1 ~ 3.5:1 の比率が一般的で、過剰なせん断によって材料を過熱することなくエア ポケットを除去するのに十分な圧縮が得られます。
スクリュー速度と出力バランス
スクリューを速く回すと、使用可能な出力が必ずしも増加するとは限りません。一定の速度を超えると、溶融温度が下流側の冷却能力を超える速度で上昇し、軟質断熱層の壁厚の低下につながります。ラインオペレーターは通常、押出機を機械的に最大値まで押し上げるのではなく、引き取り速度に応じてスクリューの回転数を調整します。
バレル加熱ゾーン
現代のバレルは、独立して制御される 3 ~ 5 つの加熱ゾーンに分かれています。正確なゾーン制御により、温度プロファイルが緩やかに維持されます。これは、建築用ワイヤーに使用される難燃性 PVC などの熱に弱い化合物にとって最も重要です。

ケーブルコンパウンドの材料に関する考慮事項
すべてのコンパウンドが 1 つのスクリュー バレル内で同じように動作するわけではありません。収縮、メルトフローインデックス、および湿気への敏感性を理解することは、オペレーターが一般的な欠陥を回避するのに役立ちます。
| コンパウンド | 一般的な使用方法 | 加工メモ |
|---|---|---|
| PVC | 建築用ワイヤーの絶縁および被覆 | 過熱に敏感で、適度なせん断が必要 |
| LDPE および HDPE | 通信ケーブルの被覆 | 吸湿性が低く、流れやすい |
| XLPE | 中高圧電力ケーブルの絶縁 | 押出後の硬化、厳密な温度管理が必要 |
| 低煙ハロゲンフリーコンパウンド | 鉄道、船舶、建築物のケーブル被覆 | 高度に充填されており、ネジやバレルの表面を研磨します |
ケーブル生産ラインに適切な機械を選択する方法
機械のサイズと構成の選択は、価格だけではなく、ワイヤー直径の範囲と予想される生産量から始める必要があります。いくつかの実践的なチェックポイントは、決定を絞り込むのに役立ちます。
- 現在の注文だけでなく、今後数年間に計画されている壁の厚さと導体サイズの範囲にネジの直径を合わせます。
- ダイヘッドが断熱材とジャケットのジョブを切り替えるためのクイックチェンジツールを受け入れていることを確認します。
- 冷却トラフの長さが対象化合物の意図したライン速度と一致していることを確認してください。
- モーターとドライブのサイジングに、後で追加される高出力コンパウンドに対応できる余裕があることを確認します。
- これらの測定値はスクリュー摩耗の初期の警告兆候であるため、溶融圧力および温度センサーの配置を尋ねてください。
サイズ調整のステップをスキップした購入者は、オーバーサイズの商品を購入してしまうことがよくあります。 単軸押出機 低出力では、品質が向上することなく、製造されるケーブル 1 メートルあたりのエネルギーコストが増加します。
耐用年数を延ばすメンテナンスの実践
スクリューとバレルの摩耗は、ケーブル押出ラインの計画外ダウンタイムの最大の要因です。一貫したメンテナンスルーチンにより出力の安定性が維持され、コストのかかる緊急のネジ交換が回避されます。
- 圧力のスパイクを待つのではなく、スクリーンパックを検査し、一定のスケジュールでフィルターを交換します。
- バレルのボア径を定期的に測定して、元の公差に対する摩耗を追跡します。
- ダイとクロスヘッドの表面にカーボンが蓄積しないようにします。これは、ケーブル絶縁体の表面に縞模様ができる一般的な原因です。
- ギアボックスとスラスト ベアリング アセンブリには、溶融圧力の全軸方向荷重がかかるため、メーカーのスケジュールに従って潤滑してください。
- 溶融温度と圧力の傾向を経時的に記録し、肉厚公差に影響を与える前にスクリューの徐々に摩耗を把握します。
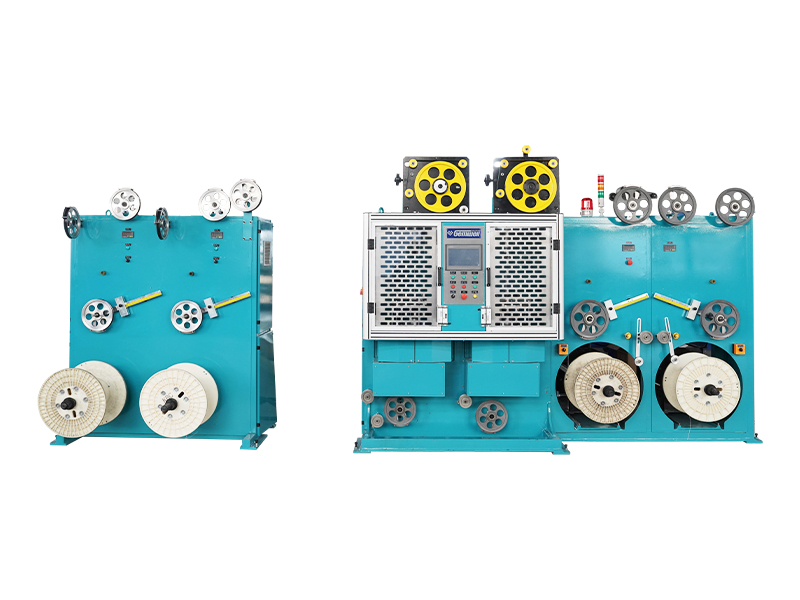
現在のトレンド成形ケーブル押出装置
エネルギー効率は、新しい押出ラインの主要な購入要素となっています。サーボ駆動のメインモーターと可変周波数バレル加熱は、新しいモデルではますます標準化されています。 ケーブル押出機 起動時や材料切り替え時のアイドルエネルギー消費を削減できるため、受注が大幅に増加します。溝付きフィードバレル設計は、高出力ラインでも一般的になりつつあります。これは、溝付きセクションにより固体搬送の安定性が向上し、滑らかなボアのフィードセクションと比較して、より低いスクリュー速度でより高い出力が可能になるためです。
もう 1 つの移行は、押出機のスクリュー速度、引き取り速度、スパーク テスターのフィードバックを 1 つの制御パネルで同期させる統合ライン制御システムへの移行であり、生産工程全体で不均一な肉厚を引き起こすオペレーターのエラーの可能性を低減します。
よくある質問
ワイヤー絶縁体を構築するにはどのサイズの単軸押出機が必要ですか?
ほとんどの建築用ワイヤ絶縁ラインでは、対象となる導体サイズの範囲と必要な出力速度に応じて、45 mm ~ 65 mm のネジ直径が使用されます。
1 台のケーブル押出機で絶縁と被覆の両方の作業を行うことができますか?
はい、ダイヘッドが工具の素早い交換用に設計されており、スクリューの形状が、絶縁体とジャケットの両方に使用される PVC など、処理される両方の化合物タイプに適合する場合に限ります。
スクリューとバレルはどのくらいの頻度で交換する必要がありますか?
交換のタイミングは、カレンダーの固定スケジュールではなく、複合研磨性と稼働時間によって決まります。高充填低煙コンパウンドは、標準の PVC や PE よりも早くコンポーネントを摩耗させます。
押し出し成形されたケーブル絶縁体の肉厚が不均一になる原因は何ですか?
一般的な原因には、クロスヘッド ダイの中心がずれていること、バレルの加熱が不均一であることによる溶融温度の一貫性がないこと、またはスクリュー フライトの摩耗によるダイの圧力安定性の低下などが含まれます。
一軸スクリュー押出機は発泡断熱材の押出に適していますか?
はい、ガス注入または化学発泡剤用に設計されたスクリューと、材料がダイに到達する前にセル構造を制御するために配置されたバレル冷却ゾーンを備えています。