メールアドレス: info@gem-cablesolution.com
メールアドレス: info@gem-cablesolution.com アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号
アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号 日本語
日本語  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
コンテンツ
コンパクトな押出ワイヤーマシン: 直接の答え
コンパクト押出ワイヤマシンは、従来の生産ラインの床面積を必要とせずに、ワイヤおよびケーブル導体に絶縁層または被覆層を適用するために構築された省スペースのケーブル押出マシンです。 最もコンパクトなユニットは 8 ~ 15 平方メートル以内に収まります 導体の直径と材質に応じて、毎分 80 ~ 400 メートルの出力速度を実現します。限られた床面積、低から中量の生産、または頻繁な材料切り替えのある作業場では、コンパクトな押出ワイヤ機械が実用的な答えになります。これにより、セットアップ時間が短縮され、起動時の材料の無駄が削減され、複数人の作業員を必要とせずに 1 人のオペレータがライン全体を管理できるためです。
このガイドの残りの部分では、これらの機械の構造、信頼性の高いコンパクトなケーブル押出成形機と低出力のケーブル押出機の違い、および機械の仕様を実際の生産ニーズに合わせる方法について詳しく説明します。
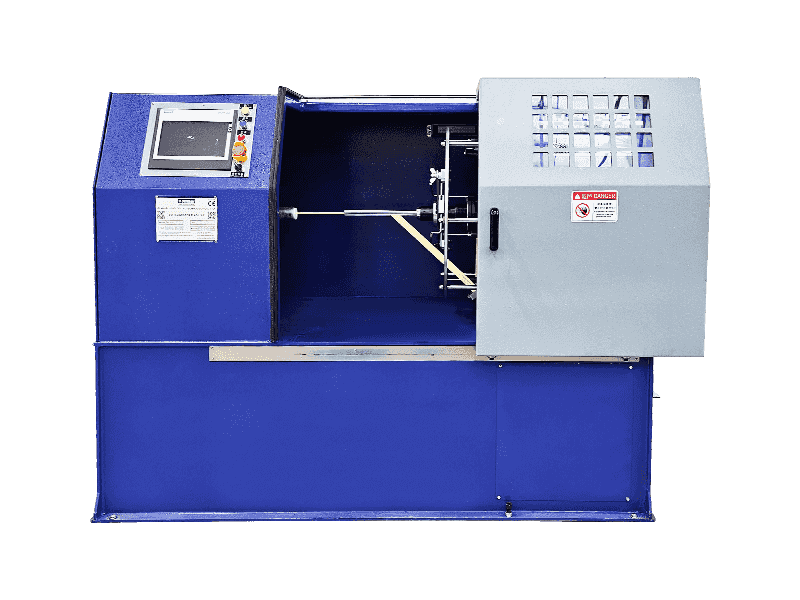
コンパクトな押出ワイヤー機械の作り方
すべてのコンパクトな押出ワイヤ マシンは、大型の押出ワイヤ マシンと同じコア シーケンスを共有します。 ケーブル押出機 ラインをより緊密な機械レイアウトに凝縮しただけです。導体はリールスタンドから送り出され、予熱器を通過し、溶融ポリマーが適用される押出機のクロスヘッドに入り、次に冷却、スパークテスターまたは直径ゲージを経て、最後に巻き取りリールに送られます。
ユニットを「コンパクト」にするのは、機能ステップを減らすことではなく、それらのステップがどのように接続されるかを再設計することです。コンパクトな機械は通常、予熱器と押出機のベースを共有フレームに統合し、長い水平冷却トラフの代わりに垂直冷却トラフまたは積み重ねられた冷却トラフを使用し、搬出と巻き取りを 1 つのドライブ キャビネットに組み合わせます。これにより、同じワイヤゲージ範囲を処理する標準構成と比較して、ラインの長さが約 40 ~ 60 パーセント短縮されます。
| 線種 | 長さ | 必要なオペレーター | ワイヤー範囲 |
|---|---|---|---|
| コンパクト押出ワイヤーマシン | 3~6メートル | 1 | 0.1mm~6mm |
| 標準ケーブル押出機 | 10~18メートル | 2~3 | 0.1mm~25mm |

ネジの設計とそれが出力品質を決定する理由
押出機のスクリューは、コンパクトな押出ワイヤ機械が均一な肉厚を生成するか、または高速で偏心の問題を引き起こすかどうかを決定する単一のコンポーネントです。コンパクトなマシンでは通常、L/D 比が 20:1 ~ 25:1 の単軸押出機が使用され、フルサイズのラインで見られる 25:1 ~ 30:1 の比よりも短くなります。これは、6 mm 未満のワイヤ ゲージの溶融均一性を犠牲にすることなく、短いバレルが小型のモーター ハウジングに適合するためです。
重要な 3 つのゾーン
- フィードゾーン: 固体ペレットを前方に引っ張り、圧縮を開始します
- 圧縮ゾーン: チャンネルの深さを減らしながら材料を徐々に溶かします。
- 計量ゾーン: 圧力を安定させ、一貫したメルトフローをクロスヘッドに供給します。
ネジの設計が一致していない場合、次のような問題が発生します。 押し寄せる これは、同じスプールに沿って 0.02 mm 以上変動するワイヤー直径として表示されます。機械を比較する購入者は、購入を決定する前に、一貫性を確認するためにサンプル リールのカットと 3 点の測定を依頼する必要があります。
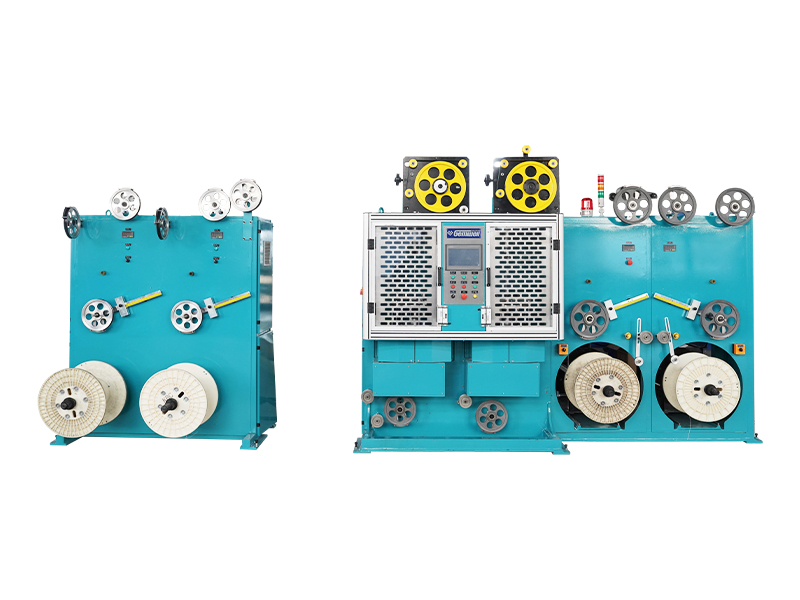
狭いスペース向けの冷却トラフ構成
冷却は、コンパクトな押出ワイヤー機械の設計が従来のレイアウトから最も顕著に異なる部分です。水平の谷は熱を徐々に放散するために長さが必要なため、コンパクトなユニットでは代わりに次の 3 つのアプローチのいずれかに依存します。
- 短い距離内で温度低下を促進するために、温水セクションと冷水セクションが分離されたマルチゾーンの短いトラフ
- 浸漬バスの代わりにノズルアレイを使用するスプレー冷却トンネルにより、必要な長さを最大 50% 削減
- 垂直落下冷却。ワイヤーは水平ではなく積み重ねられたチャンバーを通って下に移動します。
ケーブル機械インテグレータが使用する一般的なライン速度ベンチマークによると、4 mm 未満の PVC および PE 絶縁ワイヤの場合、2 ~ 3 メートルの噴霧冷却トンネルは 5 メートルの浸水トラフと同じ冷却効果を達成できます。これが、コンパクトなケーブル押出機ユニットが、フレームが小さいにもかかわらず、標準ラインに近い出力速度を実現できる主な理由です。
制御システム: 基本と信頼性を分けるもの
制御アーキテクチャは、コンパクトな押出ワイヤ加工機を評価する際に最も見落とされがちな要素です。基本ユニットはリレー ロジックで動作し、温度と回線速度を手動でダイヤル調整します。信頼性の高いユニットは、タッチスクリーン HMI を備えた PLC 上で動作するため、オペレータはさまざまなワイヤ ゲージのレシピを保存し、切り替え時に即座に呼び出すことができます。
| 階層 | 調整方法 | レシピストレージ | 切り替え時間 |
|---|---|---|---|
| 基本的なリレーロジック | 手動ダイヤル | なし | 25~40分 |
| 中層PLC | デジタルタッチスクリーン | レシピは10個まで | 8~12分 |
| 閉ループ直径制御を備えた高度な PLC | 自動補正 | 無制限、ネットワーク化 | 5分以内 |
閉ループの直径制御には特に注意が必要です。このシステムは、冷却段階の後に配置されたレーザーゲージを使用してワイヤー直径をリアルタイムで測定し、スクラップになる前に引き取り速度または押出機の回転数を自動的に調整してドリフトを修正します。 この機能のないラインでは通常、不良率が 3 ~ 6% になります。 一方、閉ループ制御を備えたラインでは、ケーブル製造施設から報告されたほとんどのケースで、この値が 1% 未満に抑えられます。

一般的な用途における材料の互換性
コンパクトな押出ワイヤー機械は、単一材料のツールではありません。 PVC に完璧に機能する同じクロスヘッドとスクリュー構成は、異なる溶融特性を持つ材料ではパフォーマンスが低下します。生産計画を開始する前に、材料と機械のセットアップを一致させることが不可欠です。
PVC絶縁
PVC は、一般に 160 °C ~ 190 °C の加工温度範囲が寛容で、小さなスクリュー速度の変動を許容し、重大な欠陥を生じないため、コンパクト ラインで使用される最も一般的な材料であり続けています。これは、一般的な建築用ワイヤーおよび低電圧アプリケーションのデフォルトの開始点です。
ポリエチレンおよび架橋ポリエチレン
PE および XLPE は、せん断加熱の影響を受けやすいため、通常は 5°C の範囲内で、より厳密な温度制御が必要です。 XLPE を実行するコンパクトな押出ワイヤー機械には、ラインに架橋プロセスが含まれる場合、架橋プロセスを管理するためにメイン トラフとは別に専用の冷却ゾーンが必要です。
TPE および低発煙化合物
輸送および海洋ケーブルに使用される熱可塑性エラストマーおよび低煙ゼロハロゲン化合物には、難燃性添加剤の劣化を避けるために、より低いせん断スクリュー プロファイルが必要です。これらのコンパウンドを標準 PVC 用に設計されたネジに塗布すると、完成したジャケットに目に見える縞模様や変色が生じることがよくあります。
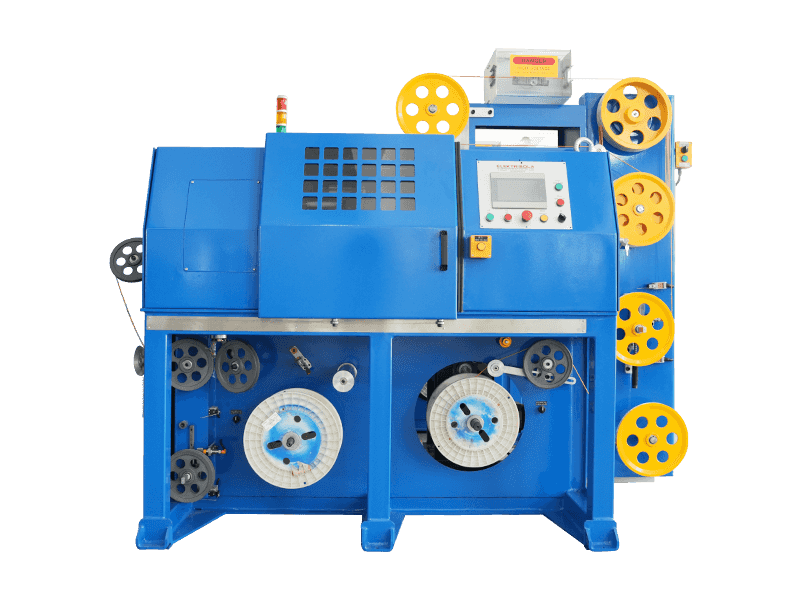
実際の生産量に合わせてマシンのサイジングを行う
容量の過剰購入は、コンパクトな押出ワイヤー機械を選択する際に最もよくある間違いの 1 つです。マシンのスループットを現実的な毎日の生産量に一致させることで、資本の無駄と能力不足のボトルネックの両方を防ぎます。
計画の参考として、1 日あたり 1,000 ~ 3,000 メートルの細線 (2mm 未満) を生産する小規模な作業場には、65mm または 75mm の単ネジコンパクト ユニットが適しています。 2mm ~ 6mm の範囲で 1 日あたり 5,000 ~ 10,000 メートルの移動を目標とする施設では、通常、溶融物を過熱することなくそのスループットを維持するために、より強力な駆動モーター (通常は 30kW ~ 45kW の範囲) を備えた 90mm ~ 100mm のスクリュー直径が必要です。
回線速度だけでは、文脈がないと誤解を招きます。 0.5mm のワイヤで毎分 300 メートルの速度で宣伝されている機械は、4mm の導体ではその速度に近い速度で動作することはありません。これは、直径が大きくなると絶縁壁が厚くなり、適切な冷却を維持するために引き上げが遅くなるからです。単一の包括的な数値ではなく、常に特定のワイヤ ゲージと肉厚に関連付けられた速度数値を要求してください。
耐用年数を延ばすメンテナンスパターン
コンパクトなマシンは、コンポーネントが互いに近接して配置されているため、フレーム サイズに比べて動作温度が高くなります。つまり、間隔をあけた標準ラインよりも熱管理と定期的なメンテナンスの重要性が高くなります。
- 駆動モーターに負担をかける圧力の蓄積を防ぐために、材料を切り替えるたびにスクリーン パックとブレーカー プレートを清掃してください。
- コンパクトなフレームは熱膨張ドリフトに対する許容度が低いため、クロスヘッド ダイとチップの位置合わせを毎週検査してください。
- 短い谷にスケールが蓄積すると冷却効率に比例して大きな影響を与えるため、冷却水の流量を毎月確認してください。
- 摩耗率はワイヤ表面の摩擦に大きく依存するため、固定カレンダースケジュールではなく、摩耗に基づいて運搬ベルトまたはキャタピラトラックを交換します。
文書化された切り替え洗浄ルーチンに従っている施設は、中小規模のワイヤ生産作業全体で観察される共通のパターンに基づいて、事後保全に依存している施設よりも計画外の停止が少ないと報告しています。

よくある質問
コンパクト押出ワイヤー機で扱えるワイヤー径の範囲はどれくらいですか?
ほとんどのコンパクトなユニットは導体直径 0.1 mm ~ 6 mm に対応しており、建築用ワイヤー、自動車用ワイヤー、低電圧制御ケーブルの用途の大部分に適合します。より大きな直径範囲には、通常、標準の非コンパクトなラインが必要です。
コンパクトなケーブル押出機には実際にどれくらいの床面積が必要ですか?
ペイオフスタンド、押出機、冷却セクション、巻き取りを含む一般的なコンパクトラインには、同じゲージ範囲をカバーする標準構成の床面積が 25 ~ 40 平方メートルであるのに対し、約 8 ~ 15 平方メートルの床面積が必要です。
コンパクト押出ワイヤー機はオペレーター一人で運転できますか?
はい。統合された制御キャビネットと短縮されたライン長は、別の制御ポイントに常駐する 2 人目を必要とせずに、訓練を受けた 1 人のオペレータがペイオフ、押出パラメータ、および巻き取りを監視できるように特別に設計されています。
これらの機械の標準的なモーター出力範囲はどれくらいですか?
小型の 65mm ネジユニットは通常 15kW ~ 22kW のメインドライブモーターを使用しますが、太いワイヤに使用される 90mm ~ 100mm ネジユニットは負荷時に安定した出力を維持するために通常 30kW ~ 45kW を必要とします。
コンパクトマシンは標準ラインと比較して出力速度を犠牲にしますか?
薄いゲージの場合はそれほど顕著ではありません。スプレー冷却またはマルチゾーン トラフを使用すると、4 mm 未満のワイヤを通るコンパクトなラインは、同じゲージ範囲の標準ラインに匹敵する毎分 80 ~ 400 メートルに達することができますが、10 mm を超える大きな直径では、依然として長い標準冷却セクションが有利になります。
素材や色の変更には通常どのくらい時間がかかりますか?
中間層 PLC と保存されたレシピの場合、切り替えには通常 8 ~ 12 分かかります。高度な閉ループ制御とネットワーク化されたレシピ ストレージを備えたマシンでは、これを 5 分以内に短縮できます。