メールアドレス: info@gem-cablesolution.com
メールアドレス: info@gem-cablesolution.com アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号
アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号 日本語
日本語  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
ワイヤーおよびケーブル製造における押出機とは何ですか
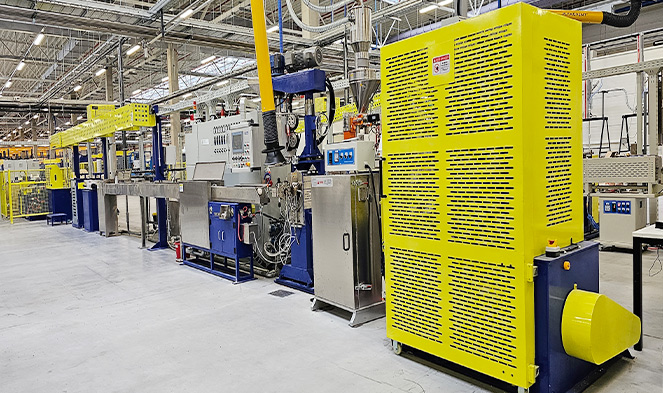
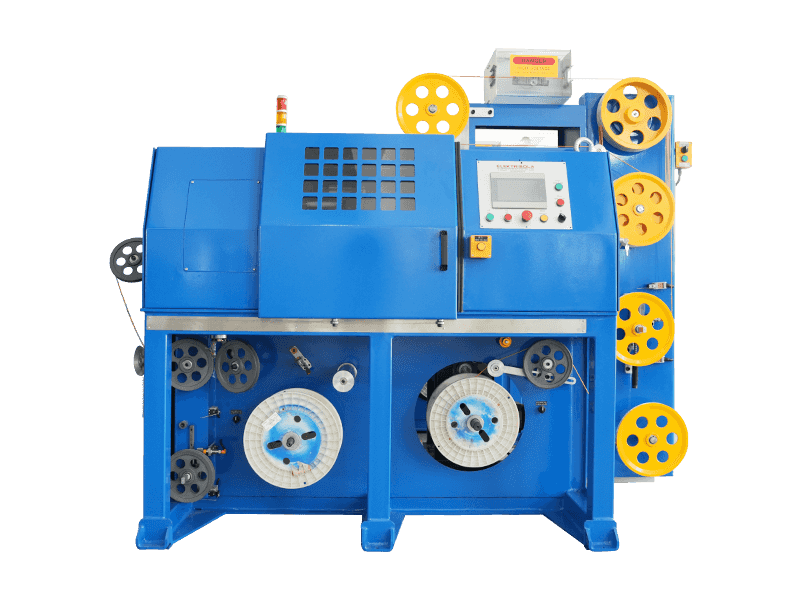
押出機、具体的には ワイヤーおよびケーブル押出機 — 金属導体上に絶縁またはジャケット材料の連続層を適用するために使用される装置の中心部分です。実際には、これは、加熱されたバレル内で PVC、XLPE、LSZH などの熱可塑性樹脂コンパウンドを溶かし、その溶けた材料をクロスヘッド ダイに押し込み、移動する銅線やアルミニウム線の周囲に均一に巻き付けることを意味します。その結果、細ゲージのデータ ケーブル ラインで毎分 1,200 メートルを超える速度で、中断のない 1 回のパスで絶縁導体が製造されます。
押出機は、世界中のすべてのワイヤおよびケーブル工場のバックボーンです。これがなければ、生の銅やアルミニウムの導体を絶縁することができず、電源コード、Cat 6A イーサネット ケーブル、海底高圧線など、完成したケーブルを製造することはできません。すべてのワイヤおよびケーブル押出機は、同じ基本的なタスクを実行します。つまり、固体プラスチックのペレットまたは粉末を正確に制御された溶融流に変換し、その流れを一貫した壁厚、同心度、および表面品質で導体上に堆積させます。
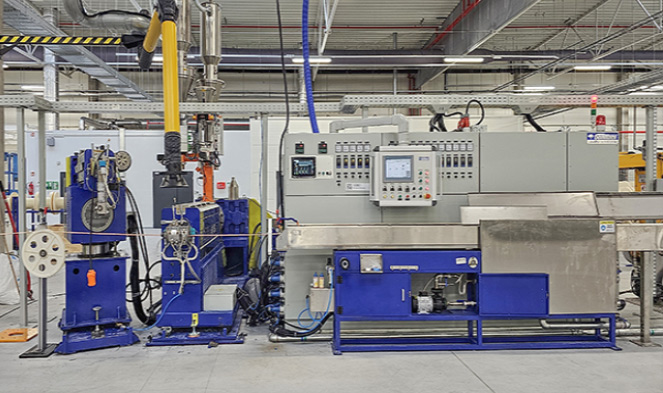
ワイヤーおよびケーブル押出機と一般的なプラスチック押出機の決定的な違いは、クロスヘッド ダイ アセンブリです。標準的な異形押出機は材料を固定ダイに真っ直ぐ押し込みますが、ワイヤおよびケーブル押出機は溶融物を 90 度方向転換して (構成によってはインラインで)、移動する導体を囲みます。このクロスヘッド設計により、生産速度でのワイヤ絶縁が可能になり、ワイヤおよびケーブル押出機のエンジニアリングが他のカテゴリのプラスチック機械よりも複雑かつ専門化されます。
なんと ワイヤーおよびケーブル押出機 作品: 完全なプロセス
ワイヤーやケーブルの押出ラインを評価、購入、保守する人にとって、押出機が最初から最後までどのように動作するかを理解することは不可欠です。このプロセスは連続的であり、射出成形とは異なり、適切に動作する押出機が生産中に停止することはありません。各サブシステムは次のサブシステムに直接供給されます。
ペイオフとコンダクターフィード
裸の銅またはアルミニウムの導体は、ペイオフ ユニットのリールから巻き出され、ストレートナーを通過してコイル セットを取り除き、オプションで導体表面を 60 ~ 120°C に温める予熱器を通過します。予熱により、絶縁体と導体の間の接着が向上します。これは、化合物が金属表面に結合する必要がある XLPE 電源ケーブルにとって特に重要です。
バレル内での供給と可塑化
ペレットまたは粉末はホッパーから押出機バレル後部の供給口に落ちます。回転スクリューは、徐々に高温になるバレル ゾーンを通って材料を前方に搬送します。標準的な PVC の場合、これらの温度の範囲は、フィード ゾーンの 150 °C からダイ付近の 180 °C までです。スクリューの形状によって、コンパウンドがどの程度完全に溶解され均質化されるかが決まります。 PVC の場合、L/D 比 20:1 ~ 25:1、圧縮比 3:1 付近のスクリューが標準です。中電圧ケーブル用の XLPE には、バレル内の早期架橋を防ぐために、より長い 30:1 L/D スクリューが必要です。
クロスヘッドダイ — 導体への絶縁の適用
溶融した化合物はバレルを出てクロスヘッドに入り、そこで入ってくる導体の周りに方向転換されます。クロスヘッド内の魚雷またはディフレクターは、メルト フローを分割し、ワイヤの周囲に均等に収束します。次の 2 つのツール アプローチが存在します。 圧力ツーリング 、溶融物が圧力下でダイ内の導体と接触する場所 (XLPE 電源ケーブルなど、接着が必要な絶縁用途に使用されます)、および チューブツーリング ここで、溶融物は、ダイの後に導体上に引き込まれるチューブとして排出されます (多芯ケーブルの緩いジャケットによく見られます)。
冷却、測定、巻き取り
新たに絶縁された導体は水冷トラフに入ります。壁厚 1 mm の PVC 導体を 200 m/min で走行させる場合、寸法の変動なく完全に固化するには、通常 20 ~ 30 メートルの積極的な冷却が必要です。レーザー直径ゲージ、スパーク テスター (絶縁クラスに応じて 1 kV ~ 15 kV)、および静電容量モニターはインラインで連続的に稼働します。キャプスタン引き取りユニットは、完成したケーブルが巻き取りリールに巻き取られる前に、ライン速度を ±0.1% の速度精度で制御します。