メールアドレス: info@gem-cablesolution.com
メールアドレス: info@gem-cablesolution.com アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号
アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号 日本語
日本語  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
コンテンツ
- 1 光ファイバーケーブルの製造方法: 中心となるプロセスの説明
- 2 プリフォームから始める: あらゆる光ファイバーの基礎
- 3 ファイバー延伸タワー: ガラスをミクロン単位の細いストランドに引き込む
- 4 二次コーティングと着色: ケーブル配線用のファイバーの準備
- 5 ケーブルの撚り線: ファイバーを組み合わせて構造化されたアセンブリを作成する
- 6 ジャケット用途におけるワイヤーおよびケーブル押出機の役割
- 7 強度部材と防湿層: ケーブルを結合するもの
- 8 光ファイバーの種類: シングルモードとマルチモード
- 9 製造プロセス全体にわたる品質テスト
- 10 特殊光ファイバーケーブル: ADSS、サブマリン、マイクロダクト
- 11 工場出荷時のドラムから設置されたネットワークへ: 最終ステップ
- 12 よくある質問
光ファイバーケーブルの製造方法: 中心となるプロセスの説明
光ファイバーケーブルは、超高純度のガラスまたはプラスチックを光ファイバーと呼ばれる髪の毛ほどの細いストランドにし、保護層でコーティングし、それを束ねて被覆して完成したケーブルアセンブリにすることによって作られます。生のシリカから展開可能なケーブルに至るプロセス全体には、極めて高い精度、管理された環境、および特殊な押出機械が含まれます。二次コーティングとケーブル配線作業の中心となるのは、 ワイヤーおよびケーブル押出機 、壊れやすい光ファイバーの周囲にポリマージャケットと緩衝コーティングを高速かつミクロンレベルの精度で塗布する機械です。
製造シーケンスは、ファイバー線引き (未加工の光ファイバーの製造) とケーブル構築 (ファイバーを組み立てて頑丈で展開可能な製品にする) という 2 つの大きな段階に分けることができます。どちらの段階でも、材料、温度、機械的公差を厳密に制御する必要があります。わずかな汚れや張力の変動でも、1 キロメートルあたりのデシベル (dB/km) で表される信号損失性能が損なわれる可能性があります。信号損失性能は、シングルモード ファイバーの ITU-T G.652 などの厳格な規格を満たす必要があります。
プリフォームから始める: あらゆる光ファイバーの基礎
製造プロセスは、押出装置が稼働するずっと前から始まります。最初のステップは、 プリフォーム — 通常長さ 1 ~ 2 メートル、直径 80 ~ 200 mm の固体ガラスの円筒で、完成したファイバーの屈折率プロファイルをより大きなスケールで正確に反映します。
改良化学気相成長法 (MCVD)
最も広く使用されているプリフォーム製造法の 1 つは、ベル研究所で開発された改良化学蒸着 (MCVD) です。このプロセスでは、回転する石英管が酸水素トーチを使用して外部から約 1,600°C まで加熱されます。ガス状前駆体 (通常は四塩化ケイ素 (SiCl4) と四塩化ゲルマニウム (GeCl4) ) がチューブを通って流れ、反応して内壁にガラスすす層を形成します。ゲルマニウムのドーピングにより、クラッドに対するコアの屈折率が上昇し、これにより内部全反射による光の誘導が可能になります。
外部蒸着 (OVD) および VAD
北米のメーカーは、すすを回転マンドレルの外側に堆積させる外側蒸着 (OVD) を好むことがよくあります。日本のメーカーは、プリフォームの連続生産を可能にし、大規模生産に適した気相軸蒸着 (VAD) を先駆けて開発しました。各方法では、多孔質のスート プリフォームを生成します。これを約 1,500°C の焼結炉で固める必要があります。そこで、成形されたプリフォームは、引き抜きの準備が整った高密度で気泡のないガラス シリンダーに崩壊します。
単一のプリフォームからどこでも生産可能 2,500キロメートルから5,000キロメートル以上 プリフォームのサイズと 125 マイクロメートルの目標ファイバ直径に応じて、完成した光ファイバの量を決定します。
ファイバー延伸タワー: ガラスをミクロン単位の細いストランドに引き込む
プリフォームの準備が完了したら、ファイバー線引きタワー (直立型炉システム) に装填されます。 高さ20~30メートル 。プリフォームの先端はグラファイトまたはジルコニアの抵抗炉で約 2,000°C に加熱され、プリフォームが軟化し、溶融した「ネックダウン」領域が形成されます。重力とその下の電動キャプスタンが、軟化したガラスを引抜き速度で連続フィラメントに引き込みます。 10~25メートル/秒 最新の高スループット システムで。
インラインレーザーマイクロメーターは繊維の直径をリアルタイムで継続的に測定します。フィードバック ループにより、ミリ秒以内に描画速度を調整して、ターゲットの外径を維持します。 125±1マイクロメートル 。この許容値 (人間の髪の毛 1 本の幅とほぼ同じ) を超える偏差があると、スプライスやコネクタで信号の反射が発生し、ネットワークのパフォーマンスが低下します。
プライマリコーティングの塗布
ファイバーが炉ゾーンを出た直後、表面に接触する前に、一次コーティング アプリケーターを通過します。 UV 硬化性アクリレートの 2 層が順番に適用されます。柔らかい内側のプライマリ コート (低弾性率、~0.5 MPa) は繊維の微小曲げに対する衝撃を緩和し、硬い外側のプライマリ コート (高弾性率、~500 ~ 900 MPa) は機械的保護を提供します。コーティングにより、外径は 125 µm から約 125 µm になります。 245~250μm 。両方の層は UV ランプの下でほぼ瞬時に硬化し、コーティングされたファイバーは巻き取りドラムに巻き取られます。
引き抜かれたばかりの新品のシリカ繊維の引張強度は、 800,000 psi (5.5 GPa) 重量では鋼鉄よりもはるかに強いですが、汚染や物理的接触によって表面に傷が入ると、急速に劣化します。そのため、描画とコーティングのプロセス全体が、通常はクラス 1000 (ISO 6) 以上のクリーンルーム環境で行われます。
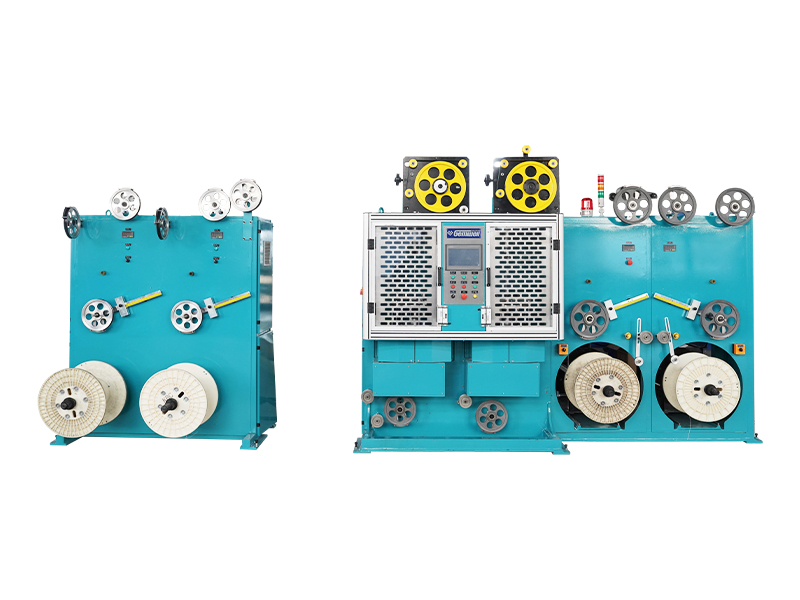
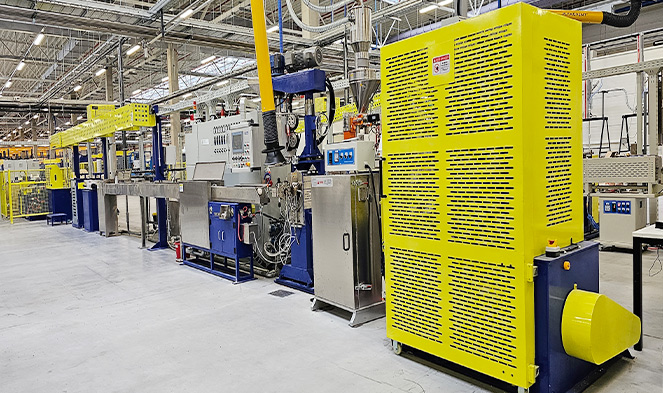
二次コーティングと着色: ケーブル配線用のファイバーの準備
線引き後、250μm の被覆ファイバーはケーブルに組み込まれる前に追加の処理が行われます。この二次処理段階では、 ワイヤーおよびケーブル押出機 中心的な装備になります。
タイトなバッファリング
屋内ケーブル、プレナムケーブル、ライザーケーブルに一般的なタイトバッファ構造では、熱可塑性の二次バッファが一次コーティングされたファイバ上に直接押し出され、外径が 900μm 。押出は、ファイバーとバッファ層の間の同心性を維持するために正確なサイズのクロスヘッド ダイを備えたコンパクトなワイヤーおよびケーブル押出機で実行されます。通常使用される材料には、必要な炎と煙の定格に応じて、PVC、PVDF (Kynar)、またはナイロンが含まれます。
ルーズチューブ構造
屋外ケーブルや長距離ケーブルの場合は、ルーズ チューブ設計が主流です。ワイヤおよびケーブル押出機は、2 ~ 24 本の繊維のグループの周りに小さなプラスチック チューブ (通常はポリプロピレンまたはポリブチレン テレフタレート (PBT) ) を形成します。チューブは繊維束よりわずかに大きく、その空間には止水ゲル(チキソトロピック石油化合物または乾燥した止水テープ)が充填されています。ルーズチューブにより、繊維が内部で自由に移動できるようになり、外部の機械的歪みから繊維が隔離されます。
ファイバーカラーリング
ケーブル内の個々のファイバーを識別できるようにするために、各ファイバーは TIA-598 または IEC 60304 規格に従って色分けされています。着色プロセスでは、薄い UV 硬化性インク (通常は厚さ 5 μm 未満) を 250 μm のプライマリコート上に塗布します。専用のインク アプリケーター、または着色と巻き戻しの組み合わせラインが、元の描画速度と一致する速度でこのステップを処理します。標準の 12 色は、青、オレンジ、緑、茶色、スレート、白、赤、黒、黄色、紫、ローズ、アクアの順に循環します。
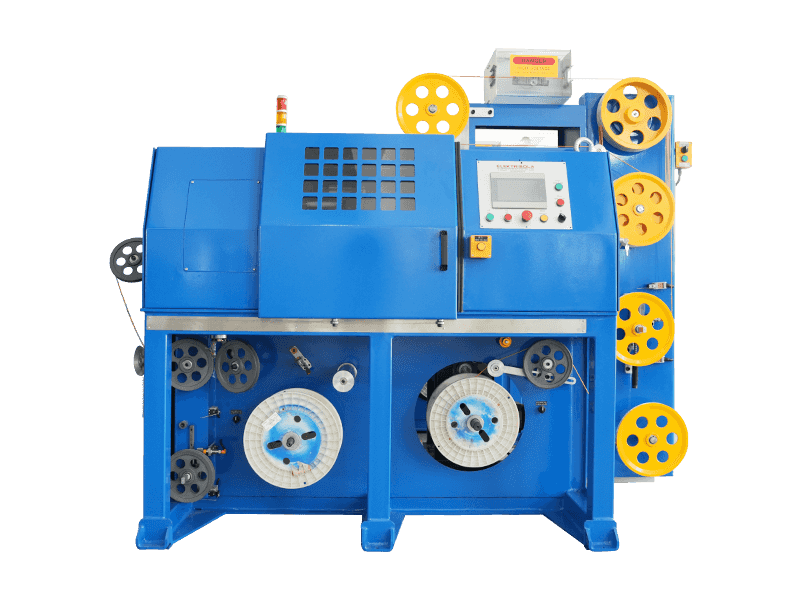
ケーブルの撚り線: ファイバーを組み合わせて構造化されたアセンブリを作成する
個々の緩衝ファイバーまたはルース チューブは、撚り機でマルチファイバー ケーブルに組み立てられます。このステップでは、完成したケーブルの全体的なファイバー数、機械的性能、および物理的構成を決定します。
ルーズチューブ設計では、それぞれ 2 ~ 24 本の繊維を含む複数のチューブが、中央の強度部材 (最も一般的にはガラス強化プラスチック (GRP) ロッドまたはアラミド糸の束) の周囲に螺旋状または SZ (逆振動) パターンで撚り合わされます。 SZ より線により、ケーブル全体をほどかずに各チューブに個別にアクセスできるようになり、フィールド スプライシングの大きな利点となります。
もう 1 つの一般的なアーキテクチャであるリボン ケーブルは、マトリックス材料で並べて接着された 4、6、8、または 12 個のファイバーのフラット アレイを使用し、複数のリボンを中央のチューブまたはスロット コアに積み重ねます。リボンケーブルを収容可能 6,000以上の繊維 単一のケーブル シース内にまとめられているため、高密度の中央オフィスの導入やデータセンターのトランク ケーブルにとって非常に効率的です。
| 工事の種類 | ファイバーバッファー | 繊維数の範囲 | 代表的な用途 |
|---|---|---|---|
| タイトバッファリング | 900μm over 250 µm | 2–144 | 屋内、敷地、プレナム |
| ルーズチューブ | ゲル充填PBTチューブ | 2–864 | 屋外プラント、長距離 |
| リボン | マトリックス結合アレイ | 72~6,912 | データセンター、セントラルオフィス |
| 中央チューブ(ユニチューブ) | ゲル充填単管 | 2~24 | アクセスネットワーク、FTTH のドロップ |

ジャケット用途におけるワイヤーおよびケーブル押出機の役割
撚り合わせた後、ケーブル コアは外側のジャケットを受け取ります。これは、ケーブルの環境適合性を決定する最後の保護層です。これは、 ワイヤーおよびケーブル押出機 光ファイバーの製造ラインでは、難燃性、耐紫外線性、圧壊強度、設置性能に直接影響します。
この目的のためのワイヤおよびケーブル押出機は、熱可塑性樹脂コンパウンドを溶融し、制御された圧力と温度でクロスヘッドダイに押し込むバレルおよびスクリュー機構で構成されています。光ファイバージャケットの場合、内部の光ファイバーはジャケットの通過中に過度の張力や熱衝撃に耐えることができないため、押出機は特に精密な制御で動作する必要があります。
光ファイバージャケットの主要な押出機パラメータ
- ネジの設計: ジャケットコンパウンドには、L/D 比 20:1 ~ 30:1 の単軸押出機が標準です。バリアスクリューは溶融物の均一性を向上させ、完成したジャケットの表面欠陥を減らします。
- 溶融温度: 材料によって異なります。通常、PVC の場合は 170 ~ 200 °C、HDPE の場合は 230 ~ 260 °C、LSZH (低煙ゼロハロゲン) コンパウンドの場合は 280 ~ 310 °C です。
- 回線速度: 光ファイバー被覆用に設計された最新のワイヤーおよびケーブル押出機システムは、 最大150~200m/分 より細い直径のケーブル用。
- キャタピラの引き抜き張力: 慎重に校正する必要があります。過剰な張力は光ファイバーに負担をかけ、永久的な信号損失を引き起こします。
- 冷却トラフの長さ: HDPE および LSZH ジャケットは、表面の収縮を防ぎ、ジャケットの真円度を維持するために、より長い冷却経路 (場合によっては 6 ~ 12 メートル) を必要とします。
LSZH コンパウンドは、公共の建物や交通インフラでの使用が IEC 60332-1 および EN 50200 で要求されていますが、フィラー含有量 (通常、難燃剤としてアルミニウム三水和物または水酸化マグネシウム) が多いため、PVC よりも押出成形が困難です。 LSZH を扱うワイヤおよびケーブル押出機は、ポリマー マトリックスを劣化させることなくこれらの鉱物フィラーを均一に分散させるのに十分なせん断を発生させる必要があります。一部のメーカーでは、コンパウンドの一貫性を確保するために、クロスヘッドの上流で二軸押出機のコンパウンド ステージを使用しています。
最終ジャケット前の装甲
多くの屋外ケーブルや直接埋設ケーブルには、内側ジャケットと外側ジャケットの間に金属または誘電体の外装層が組み込まれています。波形スチールテープ (CST) 装甲はげっ歯類耐性と粉砕保護を提供し、アラミド糸またはグラスファイバーは全誘電体設計でも同様の保護を提供します。外装が存在する場合、ケーブルは外装の後に 2 番目の被覆押出機ヘッドを通過します。これにより、ワイヤーとケーブル押出機が生産ライン全体でさらに繰り返される要素となります。
強度部材と防湿層: ケーブルを結合するもの
光ファイバー自体には引張荷重がかかりません。ガラスは破損せずに伸ばすことはできません。すべての取り付け張力は、ケーブル設計に組み込まれた専用の強度部材によって支えられる必要があります。
- アラミド糸(ケブラー): 屋内および配電ケーブルで最も一般的な強度要素。一般的な引張定格荷重の範囲は、小型の 2 心ドロップ ケーブルの 100 N から屋内トランク ケーブルの 2,700 N 以上です。アラミド糸はケーブルコアとアウタージャケットの間の隙間に配置されます。
- ガラス強化プラスチック (GRP) ロッド: 屋外用ルースチューブケーブルの中心強度部材として使用されます。 5 mm GRP ロッドは、ケーブルの非導電性と落雷に対する安全性を保ちながら、十分な引張強度と曲げ保護を提供します。
- スチールワイヤーまたはスチールテープ: 架空の自立型ケーブル (ADSS ケーブルは鋼鉄を使用していません) または固定された架空の設計で使用されます。直接埋設ケーブルの中には、二重保護のために鋼鉄外装と止水テープを組み合わせたものもあります。
- 水を遮断する要素: ゲルで満たされた隙間、膨潤性テープ、または乾燥した止水糸は、水の縦方向の移動を防ぎます。これにより、時間の経過とともにガラスの水酸基汚染が引き起こされ、1383 nm の水ピークでの減衰が増加します。これは、初期の非ゼロ水ピーク (NZWP) ファイバーにおける既知の問題です。
光ファイバーの種類: シングルモードとマルチモード
プリフォームに組み込まれた屈折率プロファイルによって、得られるファイバーがシングルモードかマルチモードかが決まります。この違いは、ケーブルの用途、コスト、性能に重大な影響を及ぼします。
| パラメータ | シングルモード (OS2) | マルチモードOM3 | マルチモード OM5 |
|---|---|---|---|
| コア径 | 9μm | 50μm | 50μm |
| 典型的な減衰 | ≤0.2dB/km @1550nm | ≤3.0 dB/km @850nm | ≤3.0 dB/km @850nm |
| 最大到達距離 (100G) | >80km(増幅あり) | 100メートル | 150m(SWDM4) |
| 光源 | レーザー(DFB/外部共振器) | VCSEL (850nm) | VCSEL (850–950 nm) |
| 主な用途 | テレコム、長距離、FTTH | 企業内LAN、データセンター | 短距離データセンター SWDM |
シングルモードファイバーには、 9μmコア 、これにより 1 つの伝播モードのみが許可され、モード分散が完全に排除され、数十から数百キロメートルにわたる伝送が可能になります。 50 または 62.5 µm のコアを備えたマルチモード ファイバは、数百のモードを可能にし、終端と接続が容易ですが、モード分散により距離にわたる帯域幅が制限されます。最新の OM3/OM4/OM5 ファイバーのグレーデッド インデックス プロファイル (屈折率が中心から端に向かって放物線状に減少する) は、モード分散を大幅に補償し、企業内のより短い距離で 10G ~ 400G の伝送を可能にします。
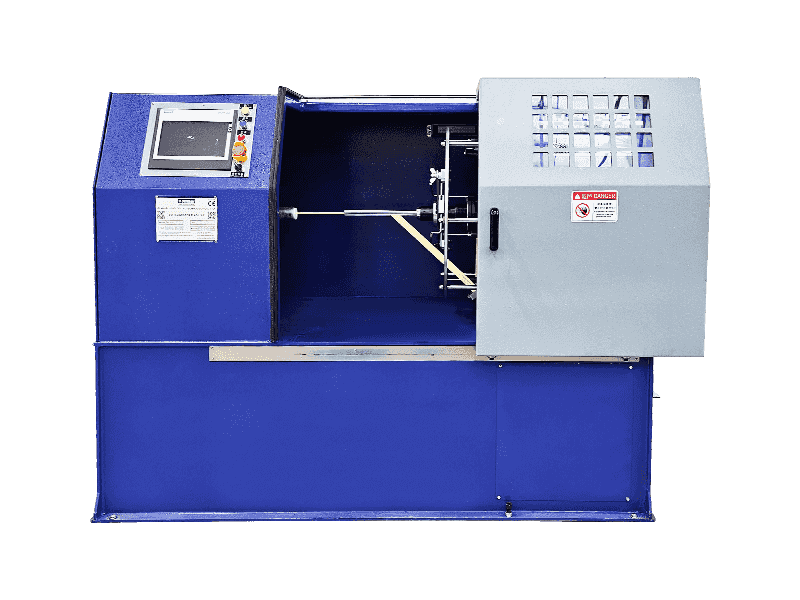
製造プロセス全体にわたる品質テスト
光ファイバー ケーブルの製造は、複数の国際規格と国内規格によって管理されています。品質テストは最終段階の活動ではなく、生産のあらゆる段階に統合されています。
ファイバーレベルのテスト (伸線後)
- 減衰: シングルモードの場合は 1310、1383、1550、および 1625 nm で OTDR (光学時間領域反射率計) またはカットバック法を使用して測定。マルチモードの場合は 850 および 1300 nm。
- 実証試験: 各繊維スプールは、表面に傷のある繊維を選別するために、引張耐力試験 (通常は 0.5% ~ 1% の伸び) を受けます。不合格となったファイバーはテスト中に破損し、接続されなくなります。
- カットオフ波長: ファイバーが真のシングルモードで動作する最短波長を決定します。 OS2 に準拠するには、1260 nm 未満である必要があります。
- モードフィールド直径 (MFD): 接続損失とコネクタの結合効率に影響します。 ITU-T G.652 では、1310 nm で 9.2 ± 0.4 μm と規定されています。
- 波長分散と PMD: 高速伝送には不可欠です。両方とも、関連する ITU または IEC ファイバー規格で規定された値を満たしている必要があります。
ケーブルレベルのテスト (被覆後)
- 耐衝撃性: IEC 60794-1-2 メソッド E1 による。ケーブル断面全体に平らな力を加えて、ジャケットと構造が減衰変化なくファイバーを保護していることを確認します。
- 衝撃試験: 取り付け中の偶発的な機械的打撃をシミュレートするために、重みのあるドロップハンマーが使用されます。
- 温度サイクル: ケーブルは、光減衰が監視されている間、-40°C から 70°C (過酷な環境の場合はそれ以上) までサイクルされます。変更はサイクル全体を通じて、定義された制限内にとどまる必要があります。
- 水の浸漬と浸透: IEC 60794-1-2 メソッド F5 に従って、ゲル充填または乾燥水遮断の有効性を検証します。
- ジャケット火花試験: 高電圧スパーク テスターがケーブル ジャケットに沿って動作し、押出成形中に発生するピンホールや薄いスポットを検出します。これは、ワイヤおよびケーブル押出機ラインに直接適用される品質管理ステップです。
特殊光ファイバーケーブル: ADSS、サブマリン、マイクロダクト
標準的なルーズチューブおよびタイトバッファ設計を超えて、いくつかの特殊なケーブル構造には、適応した製造アプローチと特定の押出機構成が必要です。
ADSS (全誘電体自立型) ケーブル
ADSS ケーブルは、メッセンジャー ワイヤを使用せずに送電線塔に固定できるように設計されています。風、氷の荷重、スパンの長さに耐える必要があります。 700メートル たるみなし。外側のジャケットは耐トラック性の AT コンパウンドで作られており、通電された導体に近づくことによって引き起こされる高電圧電界による劣化に耐えます。 ADSS ジャケットに使用されるワイヤおよびケーブル押出機は、標準の HDPE とはレオロジー挙動が異なる特殊な AT コンパウンドを処理する必要があり、調整されたスクリュー温度プロファイルと圧力設定が必要です。
光海底ケーブル
海底ケーブルは、次の深さを超えても耐える必要があります。 8,000メートル 大洋横断ルート - 圧力が 80 MPa を超える場合。ファイバーユニットは、数十年にわたってファイバーの減衰が増加する原因となる水素の侵入を防ぐために、溶接によって密閉された銅管内に配置されます。高張力鋼線とポリエチレン ジャケットの層は複数のパスで適用され、それぞれに独自のジャケット押出機ステージが必要です。単一の大洋横断ケーブル セグメントの製造には、十数回の連続した押出パスが含まれる場合があります。
マイクロダクトおよびブローファイバーケーブル
ブローファイバーケーブルは、あらかじめ取り付けられたマイクロダクトを介して圧縮空気によって設置されるように設計されています。 直径5~10mm 。ケーブルの外面は、空気を利用して 1 km 以上の距離を一度に設置できるようにするために、摩擦係数が非常に低くなければなりません。多くの場合、表面の細かい滑りやすいナイロンまたは HDPE の外層をワイヤとケーブル押出機で共押出することで実現されます。このアプローチにより、FTTH 展開における溝掘りコストが大幅に削減されます。
工場出荷時のドラムから設置されたネットワークへ: 最終ステップ
すべての被覆とテストが完了した後、完成した光ファイバー ケーブルは標準的な出荷長で木製またはプラスチックのドラムに巻き付けられます。屋外用ルースチューブ ケーブルの一般的なリールの長さは次のとおりです。 2km、4km、6km 。各ドラムには、ケーブル タイプ、ファイバー数、ファイバー タイプ (OS2、OM4 など)、ドラムの長さ、生産の日付とシフトがラベル付けされており、これらはすべて、個々のドロータワーの稼働とプリフォーム バッチまで追跡可能です。
この段階の工場受け入れテスト (FAT) では、完全な減衰トレースを生成するために、すべてのドラム上のすべてのファイバーの OTDR テストが行われます。このトレースはアーカイブされ、ケーブルに同梱されて出荷されるため、設置後に現場で測定した OTDR を比較する際の参考として使用できるため、引き抜きや溝掘りの際に発生した損傷を簡単に特定できます。
コネクタ化(工場で研磨されたコネクタをファイバ端に取り付ける)は、オプションでケーブル工場または設置場所で実行されます。工場で研磨されたコネクタは以下の挿入損失を達成します 0.2 dB APC (角度付き物理的接触) 仕上げでは 50 dB を超えるリターンロスがあり、現場条件で一貫して再現するのが難しいパフォーマンスです。

よくある質問
光ファイバーケーブルの原材料は何ですか?
光ファイバー自体は超高純度の石英ガラス (二酸化ケイ素、SiO₂) で作られており、屈折率を調整するために二酸化ゲルマニウムなどのドーパントが使用されています。保護コーティング、バッファーチューブ、ジャケットは、アクリレート、PBT、PVC、HDPE、PVDF、LSZH コンパウンドなどのさまざまな熱可塑性プラスチックから作られており、すべて押出装置で加工されます。
光ファイバーの細さは人間の髪の毛と比べてどれくらいですか?
線引き後の光ファイバ単体の外径は 125マイクロメートル(0.125mm) 、これは平均的な人間の髪の毛の直径とほぼ同じです。シングルモードファイバーでは、光を伝える部分であるガラスコア自体の幅はわずか 9 µm で、髪の毛の幅の約 10 分の 1 です。
光ファイバーケーブルの製造において、ワイヤーおよびケーブル押出機はどのような役割を果たしますか?
ワイヤおよびケーブル押出機は、熱可塑性樹脂コンパウンドを溶かし、光ファイバーまたはケーブル コア上に正確な寸法の連続層として塗布します。光ファイバーの製造では、押出機は複数の段階で使用されます。個々のファイバーの周囲に緊密なバッファー コーティングを形成し、ファイバーのグループを含む緩いバッファー チューブを製造し、ケーブルの外側ジャケットを貼り付けます。押出機は、内部の繊細な光ファイバーの損傷を避けるために、温度と速度を厳密に制御して操作する必要があります。
光ファイバーケーブルの製造にはどれくらい時間がかかりますか?
プリフォームの製造には 1 バッチあたり数日から 1 週間かかります。 15 ~ 25 m/s でのファイバー線引きは、1 つの 5,000 km ファイバー スプールに約 60 ~ 90 時間の連続線引きタワーの運転がかかることを意味します。二次加工、撚り合わせ、ジャケット加工にはさらに日数がかかります。原材料からドラム完成までの合計サイクル時間は通常、 2~4週間 標準屋外ルーズチューブケーブル用。
光ファイバーケーブルをガラスの代わりにプラスチックで作ることはできますか?
はい。プラスチック光ファイバー (POF) は、コアとクラッドの材料として PMMA (ポリメチルメタクリレート) またはフッ素化ポリマーを使用します。 POF は、シリカ ファイバに比べてはるかに大きなコア (最大 1 mm) とはるかに高い減衰 (650 nm で約 150 ~ 200 dB/km) を備えているため、50 メートル未満の短距離の配線に限定されます。通常は、低減衰の必要性よりも終端の容易さが優先される自動車ネットワーク、家庭用 A/V システム、産業用センサー リンクなどです。
LSZH とは何ですか? 光ファイバー ケーブルにおいて LSZH が重要な理由は何ですか?
LSZHはロースモークゼロハロゲンの略です。これは、火にさらされたときに煙の発生が最小限で、ハロゲンガス (PVC からの塩素など) が発生しないジャケット素材について説明しています。これは、ケーブルの燃焼から出る有毒な煙が避難に重大な危険をもたらす、交通トンネル、病院、オフィスビルなどの閉鎖空間では重要です。 LSZH ジャケットは、高粘度のフィラー配合コンパウンド用に構成されたワイヤーおよびケーブル押出機を使用して適用され、ケーブルは IEC 60332-3、IEC 61034、および IEC 60754 テスト シリーズに合格する必要があります。