メールアドレス: info@gem-cablesolution.com
メールアドレス: info@gem-cablesolution.com アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号
アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号 日本語
日本語  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
コンテンツ
- 1 光ファイバーケーブルの製造方法: 簡単な答え
- 2 原材料: 光ファイバーケーブルは実際に何から作られているのか
- 3 ステージ 1: ガラスプリフォームの製造
- 4 ステージ 2: 線引きタワーでファイバーを線引きする
- 5 ステージ 3: 繊維の着色、バッファリング、撚り合わせ
- 6 ステージ 4: ワイヤーおよびケーブル押出機を使用したジャケット加工
- 7 光ファイバーケーブル被覆ラインの重要な機器
- 8 光ファイバーケーブルの種類とそれぞれの異なる製造アプローチ
- 9 製造プロセス全体にわたる品質テスト
- 10 光ファイバーケーブルの性能と寿命に影響を与える主な要因
- 11 光ファイバーケーブル生産ラインの開始: 実践的な考慮事項
- 12 光ファイバーケーブルの規格と準拠要件
光ファイバーケーブルの製造方法: 簡単な答え
光ファイバーケーブルは、超高純度シリカガラスを光ファイバーと呼ばれる髪の毛ほどの細いストランドに線引きし、保護ポリマー層でコーティングし、それらを束ねてコアアセンブリにし、最後にワイヤーおよびケーブル押出機を使用して構造全体の周囲に外側ジャケットを押し出すことによって作られます。その結果、信号損失をほとんど発生させずに、数十キロメートルの距離を光の速度でデータ伝送できるケーブルが誕生しました。
完全な製造プロセスは、シリカプリフォームの化学蒸着から、2,000℃以上で稼働するファイバー線引きタワー、ジャケッティングラインに至るまで、高度に制御された複数の段階にまたがります。 ワイヤーおよびケーブル押出機 毎分1,000メートルを超える速度でポリマーコーティングを塗布します 。各段階では、精密機器、厳しい公差、厳格な品質管理が要求されます。
原材料: 光ファイバーケーブルは実際に何から作られているのか
すべてのケーブルの中心となる光ファイバーは、通常 99.9999% 以上の異常な純度の四塩化ケイ素 (SiCl₄) または二酸化ケイ素 (SiO2) で始まります。 10 億分の 1 レベルの金属不純物が 1 つでもあると、光が散乱し、伝送品質が低下する可能性があります。シリカに加えて、二酸化ゲルマニウム (GeO₂) などのドーパントがコアに追加されて、コアの屈折率がクラッドの屈折率よりわずかに高くなり、光がファイバー内に閉じ込められるように全反射が発生します。
完成したケーブルには、ガラス以外にも次のようないくつかの材料カテゴリが含まれています。
- 一次コーティング: ガラスの上に直接塗布された柔らかい UV 硬化型アクリレートにより、微小な曲がりを緩和し、表面を湿気から保護します。
- 二次コーティング: 繊維に機械的強度と耐摩耗性を与える、より硬いアクリレート層。
- バッファチューブまたはタイトバッファ: ルースチューブ設計では、ゲルを充填した PBT (ポリブチレンテレフタレート) チューブを使用します。タイトバッファ設計では、ファイバー上に直接押し出されたナイロンまたは PVDF が使用されます。
- 戦力メンバー: ケーブルのタイプと用途に応じて、アラミド糸 (ケブラー)、ガラス強化プラスチック (GRP) ロッド、またはスチール ワイヤー。
- アウタージャケット: 低煙ゼロハロゲン (LSZH) ポリエチレン、PVC、またはポリウレタン。ワイヤーおよびケーブル押出機によって塗布され、設置環境に基づいて選択されます。
これらの材料の特定の組み合わせによって、最終製品が屋内パッチ ケーブル、屋外直接埋設ケーブル、装甲海底ケーブル、または難燃性ライザー ケーブルのいずれになるかが決まります。
ステージ 1: ガラスプリフォームの製造
すべてはプリフォームから始まります。これは通常長さ 1 ~ 1.5 メートル、直径 50 ~ 150 mm の固体ガラス棒であり、その断面プロファイルは完成したファイバーの正確なスケールアップレプリカです。プリフォームのコア直径とクラッド直径の比率は線引き中に忠実に維持されるため、この段階で行われたすべての寸法決定は最終製品にまで反映されます。
改良化学気相成長法 (MCVD)
MCVD プロセスでは、回転するシリカ チューブがガラス加工旋盤に取り付けられます。ガス状前駆体 (SiCl4、GeCl4、POCl3、酸素) が一方の端に供給され、水素酸素トーチが外側を横切ります。ガスは約 1,600°C で反応し、チューブの内壁にすす粒子が堆積します。トーチが通過するたびに、組成がわずかに異なる 1 層のガラスが堆積され、層ごとにグレーデッド インデックス コアが構築されます。数百回のパスの後、チューブは高温で潰されて固体のプリフォームロッドになります。
外部蒸着 (OVD) および軸方向蒸着 (VAD)
OVD と VAD は、コーニングやフジクラのような大規模メーカーで使用される主要な方法です。 OVD では、回転するマンドレルが火炎加水分解バーナーを通過します。 SiCl4 および GeCl4 は水素および酸素と反応して、マンドレルの外側にシリカすすを堆積させます。堆積後、マンドレルを取り外し、多孔質スートブランクを塩素雰囲気の炉内で焼結してOH-イオン(水ピーク減衰の原因)を追い出し、気泡のないガラスプリフォームに固めます。 VAD は、回転するシード ロッドの端に軸方向にすすを堆積させ、プリフォームを連続的に成長させます。非常に長いプリフォームを中断することなく生産できるため、大量生産に適した形式です。 単一の大型 OVD または VAD プリフォームから、3,000 km を超える完成ファイバーが得られます。
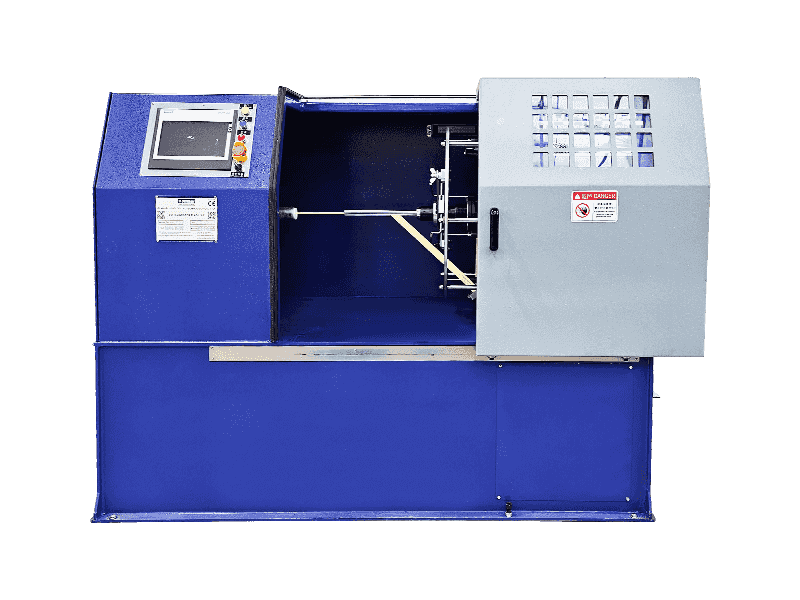
ステージ 2: 線引きタワーでファイバーを線引きする
ファイバー線引きタワーは、光ファイバー工場の中で最も印象的な機器の 1 つです。通常、高さは 10 ~ 20 メートルで、プリフォームをグラファイト抵抗炉またはジルコニア誘導炉に垂直に送り込み、そこで先端が約 100℃ まで加熱されます。 2,000~2,200℃ 。この温度になるとガラスが軟化し、ファイバー「ネックダウン」と呼ばれる細いストランドが重力で落下し、タワーの基部にあるキャプスタンによって捕捉されます。
キャプスタンは線引き速度を制御します。線引き速度は、ファイバーの直径を調整するために使用される主な変数です。現代の製図塔は次の速度で動作します。 毎分1,500~2,500メートル 炉のすぐ下に設置されたレーザーマイクロメータがファイバ直径を継続的に測定し、通常は目標とするクラッド直径 125 μm の ±0.1 μm 以内に維持します。直径がドリフトした場合、制御システムはミリ秒以内にリアルタイムで線引き速度を調整します。
インラインコーティング塗布
直径測定点の直後、裸のガラスファイバーは二重コーティングダイを通過し、そこで液体の UV 硬化性アクリレートが 2 つの同心円状の層に同時に塗布されます。柔らかい一次コートの外径は約 190 ~ 200 μm、より硬い二次コートの外径は約 245 ~ 250 μm になります。次に、コーティングされたファイバーは UV ランプを通過し、両方の層が数分の 1 秒以内に硬化します。このインライン コーティング ステップは非常に重要です。裸のシリカ ガラスは非常に高い引張強度 (最大 700 kpsi) を持っていますが、大気中の湿気や取り扱いによる表面損傷に非常に敏感です。ポリマーコーティングは、ガラスが固まる瞬間からその表面を保護します。
コーティングされたファイバーは、リールのサイズとファイバーの種類に応じて、25 km から 100 km 以上のファイバーを保持するリールに巻き付けられます。次に、各リールはプルーフテストを受けます。このテストでは、制御された引張荷重 (通常は 100 kpsi) を適用するキャプスタンシステムを通してファイバーが引っ張られ、全長に沿って弱点が存在しないことが確認されます。
ステージ 3: 繊維の着色、バッファリング、撚り合わせ
プルーフテストの後、UV インク着色ラインを使用して個々の繊維が色分けされ、着色された UV 硬化性インクの薄い層が二次コーティング表面に塗布されます。標準の色の順序は TIA-598 (または国際的には IEC 60304) に従います: 青、オレンジ、緑、茶色、スレート、白、赤、黒、黄、紫、バラ、水色 - 多番手ケーブルの 12 心ファイバーのグループごとに繰り返されます。この色分けは、96、144、288、さらには 3,456 本のファイバーを含むケーブル内の個々のファイバーを識別する唯一の方法です。
ルーズなチューブ vs. タイトなバッファー構造
次に重要なプロセスの選択は、ケーブル構造内にファイバーをどのようにパッケージングするかです。で ルーズチューブ構造 6 ~ 12 本のファイバーのグループが、ファイバー束の直径の 1.5 ~ 3 倍の内径を持つ小さな PBT または PP チューブ内に配置されます。チューブ内の余剰ファイバー長 (EFL) (通常、ファイバー長はチューブの長さより 0.2 ~ 0.5% 長い) により、ケーブルが温度によって膨張または収縮しても、ファイバーは負担なく屈曲できます。ゲルが充填されたルーズチューブは、さらなる湿気と水素ブロックを提供します。この構造は、屋外 OSP (屋外プラント) ケーブルの主流となっています。
で タイトなバッファ構造 熱可塑性材料 (通常はナイロン 12 または PVDF) が各コーティングされたファイバー上に直接押し出され、ファイバー パッケージが 900 µm になります。精密クロスヘッドダイを備えたワイヤおよびケーブル押出機がこの操作を実行し、バッファ層の同心度を±25 µm 以内に維持します。しっかりと緩衝されたファイバーは終端が容易であるため、この構造は屋内配電ケーブルおよび構内ケーブルの標準となっています。
個々の繊維またはルースチューブが準備されると、それらは遊星または SZ 撚り機を使用して中央の強度部材の周りに一緒に撚り合わされます。 SZ 撚り(撚り方向が周期的に反転する)は、ケーブル全体をほどかずに中間スパンへのアクセスが可能になるため、推奨されます。
| 特徴 | ルーズチューブ | タイトバッファー |
|---|---|---|
| 代表的な用途 | 屋外OSP、空中、直埋 | でdoor, riser, distribution |
| 繊維数範囲 | 最大3,456本のファイバー | 通常は 2 ~ 144 本のファイバー |
| 温度範囲 | –40℃~70℃ | –20°C ~ 60°C (標準) |
| 湿気からの保護 | 優れた(ジェルまたはドライウォーターブロック) | 中程度(ジャケットによる) |
| 終了の容易さ | ジェルの洗浄が必要です | 早くてきれい |
| バッファー押出装置 | チューブ押出機(大型ダイ) | 精密ワイヤーおよびケーブル押出機 |
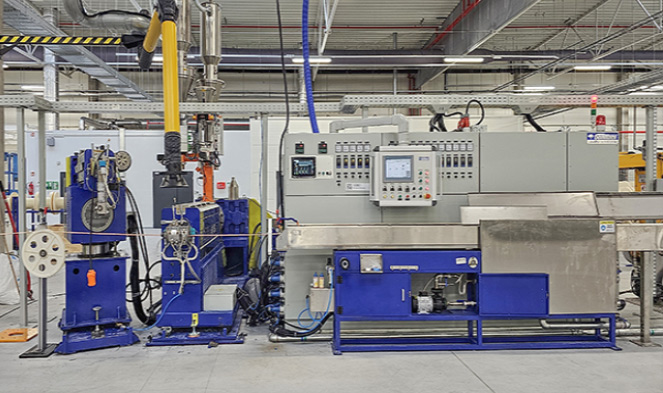
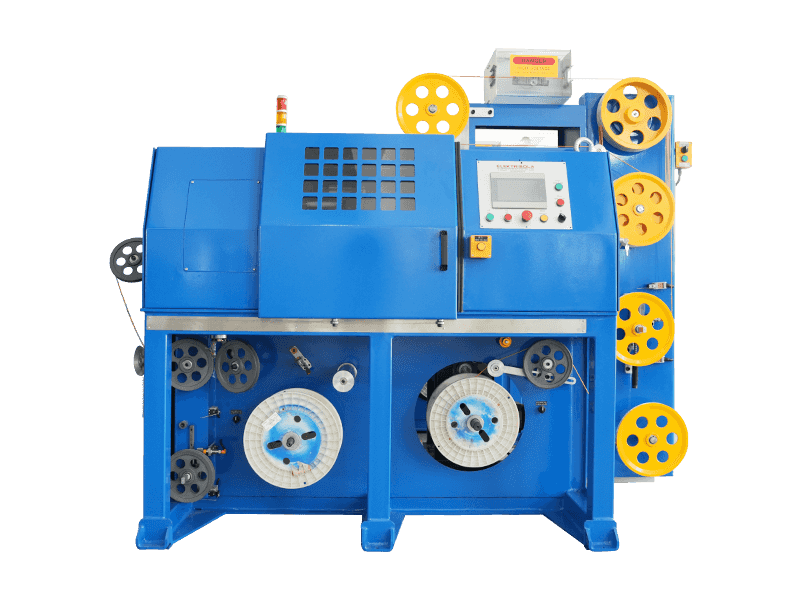
ステージ 4: ワイヤーおよびケーブル押出機を使用したジャケット加工
ジャケット加工は主要な製造段階の最終段階であり、ワイヤおよびケーブル押出機技術が最も目に見える役割を果たす段階です。中心強度部材、緩衝チューブまたは緩衝強化繊維、止水テープまたは糸、および外装を備えた撚り線ケーブル コアは、溶融した熱可塑性プラスチックが全周に均一に塗布される押出クロスヘッドを通過します。
エクストルーダーの仕組み
光ファイバー被覆用のワイヤーおよびケーブル押出機は、基本的には一軸または二軸の可塑化機械です。加熱されたバレル内で回転するスクリューは、ホッパーから供給されたポリマー ペレットを溶かして均質化します。圧縮比、計量ゾーンの長さ、L/D 比 (ジャケット用途の場合は通常 24:1 ~ 30:1) を含むスクリューの形状は、加工される特定のポリマーに適合します。ジャケットの材質が異なれば、必要な加工条件も大きく異なります。
- HDPE (高密度ポリエチレン): 処理温度 180 ~ 230°C。優れた耐湿性と耐紫外線性。架空ケーブルおよび直接埋設ケーブルで使用されます。
- LSZH (低煙ゼロハロゲン): 処理温度 170 ~ 210°C。トンネル、データセンター、公共の建物では必須。 LSZH コンパウンドは多くの場合、PE よりも粘性が高く、熱に敏感であるため、慎重なスクリュー設計が必要です。
- PVC: 処理温度 160 ~ 190 °C。低コスト、柔軟性、難燃性。屋内ケーブルによく使用されます。
- ポリウレタン (TPU): 処理温度 190 ~ 220°C。低温下での優れた耐摩耗性と柔軟性。産業および軍事用途で使用されます。
- ナイロン(PA12): 処理温度 220 ~ 250°C。高い耐薬品性。燃料やオイルにさらされる可能性がある場所で使用されます。
押出機バレルの端にあるクロスヘッド ダイ アセンブリは、ケーブル コアが通過するチップ (圧力ツール構成ではガイド チューブ) を配置し、溶融ポリマーが流れてケーブル上に成形されるダイ ランドに囲まれています。 ジャケットの壁の厚さは、ライン速度と押出機の出力 (kg/hr) のバランスによって制御されます。 、最新のラインでは閉ループ直径測定 (レーザー ゲージまたは X 線厚さ計) を使用し、押出機のドライブと引き取りキャプスタンにフィードバックして仕様を ±0.1 mm 以上の範囲内に維持します。
冷却とキャタピラの撤去
クロスヘッドの直後、ジャケット付きケーブルは水槽 (通常は長さ 8 ~ 15 メートル) に入り、そこで急冷されます。冷却速度は、HDPE などの半結晶性ポリマーの結晶化度に影響を与え、ジャケットの機械的特性に直接影響します。非常に高いライン速度 (200 m/分以上) の場合は、強制散水または真空補助冷却トラフにより適切な熱除去が維持されます。キャタピラ ホールオフ (ベルト タイプのトラクター ユニット) がケーブルを優しくグリップし、内部の敏感な光学構造を押しつぶすことなく張力とライン速度を維持します。
二層ジャケットと外装ケーブル
多くの屋外ケーブルや外装ケーブルでは、ワイヤとケーブルの押出機を 2 回通過する必要があります。最初のパスでは、内側ジャケット (多くの場合 PE) が撚り線コアの上に適用されます。次に、ケーブルは波形スチールテープ (CST) 外装ユニットまたはインターロックされたアルミニウム外装ステーションを通過し、外側ジャケットを適用する 2 番目の押出機に入ります。このタンデム押出機ラインは全長 50 ~ 80 メートルに及ぶことがあり、完成した装甲光ファイバー ケーブルを 30 ~ 80 m/分の速度で製造することができます。
海底ケーブルの場合、プロセスはさらに複雑です。最大 6 層のワイヤ外装 (遊星撚線機によって適用される個々の鋼線) が追加される場合があり、各ワイヤ層と次のワイヤ層の間に独自のベディング コンパウンドの押し出しパスが必要です。
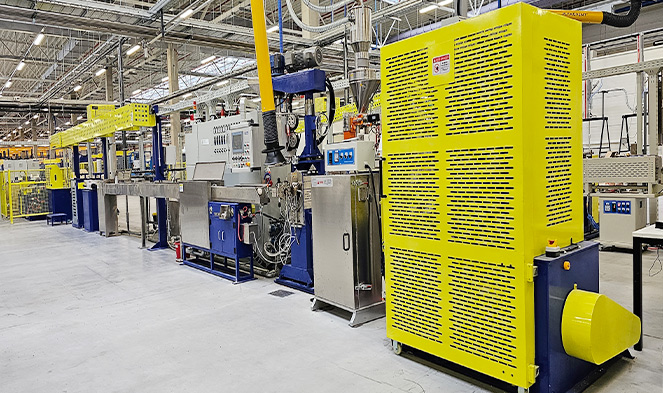
光ファイバーケーブル被覆ラインの重要な機器
完全な光ファイバー ケーブルのジャケット ラインには、調整されたシーケンスで動作する多くの機械が統合されています。それぞれの役割を理解することは、ワイヤおよびケーブル押出機とその周辺機器がケーブルの品質にとって重要である理由を明確にするのに役立ちます。
- ペイオフスタンド: ケーブル コア リールを保持し、制御された張力でコアを繰り出します。張力が大きすぎると、内部のファイバーにストレスがかかる可能性があります。少なすぎるとたるみや直径の変化が発生します。
- 予熱器: ケーブルコアの表面が押出機のクロスヘッドに入る前に乾燥および加熱され、ジャケットとケーブルコア間の接着が向上します。
- 単軸ワイヤーおよびケーブル押出機: 5 ~ 7 つのセクションで個別に温度制御されたバレル ゾーン、10 ~ 120 RPM でスクリューを駆動するギアボックス、およびプロセス監視用のダイヘッドの溶融圧力センサーを備えたコア加工機。
- クロスヘッドダイ: ケーブルコアをポリマーの流れに合わせて調整する、精密機械加工されたスチールアセンブリ。ダイの同心度 (ジャケットがケーブルの中心にどれだけ正確に配置されているか) は、機械的性能と電気的特性を直接決定します。
- レーザー直径ゲージ: 2,000スキャン/秒の非接触測定により、直径の変化をリアルタイムに検出し、引き上げ速度制御に補正信号を送信します。
- 温度ゾーンのある水桶: 結晶化度管理のための正確な急冷制御。多くの場合、2 つのゾーン (表面のヒケを防ぐためのホット ゾーンと、急速に凝固するためのコールド ゾーン) があります。
- キャタピラの引き揚げ: 圧潰を避けるための空気圧制御を備えたデュアルベルトまたは 4 ベルト設計。全体のライン速度と押出機に対する背圧を高めます。
- スパークテスター (銅線ハイブリッドケーブル用): 高電圧を印加してジャケットのピンホールを検出します。全誘電体ファイバー ケーブルには必要ありませんが、ジャケットが電気的に絶縁されている必要がある外装ケーブルに使用されます。
- 横巻き巻き取り: 完成したケーブルを正確なトラバース制御で出荷用リールまたはドラムに巻き取り、不均一なスプール圧力によるリールの損傷やファイバーの微小曲がりを防ぎます。
これらすべてのコンポーネントの中で、ワイヤおよびケーブル押出機はケーブル メーカーが最も頻繁に指定およびアップグレードするアイテムです。これは、スクリューとバレルの磨耗により、時間の経過とともに溶融品質、出力の一貫性、被覆の均一性が直接低下するためです。評判の良い押出機メーカーは、スクリューの磨耗限界を公表しており、通常、交換前のチャネル深さの減少は 5% を超えてはなりません。また、多くのケーブルメーカーは、材料の磨耗度に応じて 3 ~ 5 年ごとにバレル/スクリューの再構築をスケジュールしています。
光ファイバーケーブルの種類とそれぞれの異なる製造アプローチ
すべての光ファイバー ケーブルが同じ方法で作られているわけではありません。最終使用環境によって、どの製造ステップが含まれるか、どのような材料がワイヤおよびケーブル押出機を通過するか、公差がどの程度厳密に保持されるかが大きく異なります。
シングルモードファイバーケーブルとマルチモードファイバーケーブル
シングルモード ファイバー (SMF) のコア直径はわずか 8 ~ 10 µm (人間の髪の毛の幅の約 10 分の 1)、クラッドは 125 µm です。 SMF の製造では、プリフォームの製造および線引き中にコアとクラッドの同心度 (通常、オフセット ≤0.5 µm) とコアの真円度をより厳密に制御する必要があります。マルチモード ファイバ (MMF) には、コア直径が 50 または 62.5 µm の OM1 ~ OM5 カテゴリがあります。 OM3/OM4/OM5 ファイバのグレーデッド インデックス プロファイルでは、プリフォームの堆積中に GeO2 ドーパントの勾配を非常に正確に組成制御する必要があります。両方のタイプのファイバーの周囲のケーブル構造は同一であってもかまいません。重要な違いはファイバー自体にあります。
リボンケーブルの製造
高密度リボン光ファイバ ケーブルは、データ センターの相互接続や中央オフィスのアプリケーションで広く使用されており、UV 硬化可能なリボン マトリクス材料を使用して、4、8、または 12 個の個別の色のファイバを平らなマトリクス内に並べて結合します。リボン加工機は、各繊維がフラット ダイに入るときに、各繊維に正確な間隔をあけて張力を与え、そこでマトリックス材料が塗布され、UV 硬化されます。次に、複数のリボンが積み重ねられ、スロット付きコアまたは中央チューブのケーブル構造の内側に配置されます。 288 心リボン ケーブルの外径は 12 mm 未満にすることができます 、同等のより線ルーズチューブ設計の 18 ~ 22 mm と比較して。リボン ケーブルの被覆ステップでは、従来のケーブルと同じワイヤおよびケーブル押出機技術が使用されますが、コア アセンブリは著しく剛性が高く、ペイオフ スタンドでのより高い張力監視が必要です。
曲げ耐性ファイバー (BIF) ケーブル
ITU-T G.657 として標準化された曲げに影響されないファイバーには、マクロベンド損失を大幅に低減するトレンチ支援またはナノ構造クラッド設計が組み込まれています。 BIF で構築されたケーブル、特に G.657.A2 および G.657.B3 グレードは、1,550 nm での追加損失が 0.1 dB 未満で、半径 5 mm までの曲げに耐えることができます。これらのケーブルは、FTTH (Fiber to the Home) ドロップ ケーブルで一般的であり、電線管の曲がり部分、ドアフレームの周囲、および狭い屋内配線を通って配線されます。 BIF プリフォームの製造により複雑さが増しますが (異なる屈折率を持つ追加のクラッド層)、その後のケーブル製造プロセス (押出機のジャケットを含む) は標準の SMF ケーブルと基本的に同じです。
製造プロセス全体にわたる品質テスト
光ファイバーケーブル製造における品質管理は最終段階の検査ではなく、生産のあらゆる段階に組み込まれています。これらのチェックを省略したり弱めたりすると、初期テストには合格しても現場で早期に不合格となるケーブルが製造され、修理費用が元のケーブルの購入価格を小さくしてしまうことになります。
ファイバーレベルのテスト
線引きタワーから出るすべてのファイバー リールは次の点についてテストされます。
- 減衰: 1,310 nm と 1,550 nm の両方で OTDR (光学的時間領域反射率計) を使用して測定。標準 SMF は、ITU-T G.652.D に従って、1,310 nm で ≤0.35 dB/km、1,550 nm で ≤0.20 dB/km である必要があります。
- PMD (偏波モード分散): 高速コヒーレント伝送システムにとって重要。リンク設計値として指定されます(たとえば、G.652.D の場合は ≤0.20 ps/√km)。
- ジオメトリ: モードフィールド直径、クラッド直径、コアとクラッドの同心度、およびクラッドの非円形度はすべて、描画タワーの自動ビデオ検査システムによって測定されます。
- 実証試験: 弱い部分を取り除くために、リール全長に沿って 100 kpsi の最小引張荷重が適用されます。
ケーブルレベルのテスト
ジャケットを施した後、完成したケーブル リールは、IEC 60794-1 および関連する IEC 60794-x シリーズ規格、または北米市場向けの ANSI/ICEA 同等規格によって定義された一連の包括的なテストを受けます。
- 引張荷重: ケーブルは定格設置荷重まで引っ張られ、次に耐荷重まで引っ張られます。減衰増加は、負荷中は 0.1 dB 未満に維持し、解放後にベースラインに戻る必要があります。
- 耐衝撃性: 平らなプレートは定格圧壊力を適用します (たとえば、一般的な OSP ケーブルの場合は 2,200 N/100 mm)。減衰は、起動された光源とパワーメーターによってリアルタイムで監視されます。
- 曲げ試験: ケーブルは指定された直径のマンドレルの周りを循環します。標準 OSP ケーブルの場合、これはケーブル外径の 20 倍です。
- 温度サイクル: ケーブル リールは、-40 °C ~ 70 °C (特殊ケーブルの場合はさらに広い範囲) でテストされます。減衰は、低温および高温の極端な温度で測定されます。
- 水の浸透: ケーブルの 1 メートルのセクションに 1 メートルの水頭が 24 時間かかります。水が試験セクションの端を越えて浸透してはなりません。
- ジャケットの厚さと外径: ケーブル端から切断された断面は、校正された光学顕微鏡で測定され、押出機のプロセス制御の直接的な指標であるジャケット壁の均一性が検証されます。
一部の顧客は、出荷前にすべてのリールのすべてのファイバの 100% OTDR 測定を指定しています。これは通信事業者の調達では一般的です。このエンドツーエンドの OTDR トレースは、数年後に現場での障害を診断するときに使用できるベースライン レコードも作成します。
光ファイバーケーブルの性能と寿命に影響を与える主な要因
製造プロセス内で何が起こっているかを理解することで、なぜ特定のケーブルが現場で他のケーブルよりも優れた性能を発揮するのか、また、適切な押出機のセットアップ (材料の選択、温度プロファイル、スクリューの設計) がケーブルの長期信頼性と切り離せない理由がわかります。
水素ダークニング
鋼線外装の電食、またはゲル化合物やポリマーコーティングの劣化によって発生した水素は、ガラス繊維内に拡散し、シリカ格子の欠陥と反応して、赤外光を吸収する Si-OH (シラノール) 結合を形成する可能性があります。これは、水素ダークニングと呼ばれる現象です。製造上の主な防御策は、すべてのゲルおよびポリマー系から水を厳密に排除すること(これが、水が遮断されたチューブおよび高品質のゲル配合物が水分含量 10 ppm 未満に指定されている理由です)、および最も要求の厳しい環境ではファイバー自体にカーボンまたは密閉コーティングを使用することです。ワイヤおよびケーブル押出機は、このリスクの一因となるか軽減することができます。適切に乾燥されたポリマー顆粒と適切に制御された溶融温度により、ジャケット構造への水分の混入が最小限に抑えられます。
マイクロベンディングとマクロベンディング
マイクロベンディングとは、バッファー チューブの壁、ラッピング テープのエッジ、または不規則なジャケット表面からの不均一な半径方向の圧力によって引き起こされるファイバーの微細な横方向の変形を指します。ナノメートル範囲の変形でも、1,550 nm で顕著に減衰が増加します。表面リップル (押出機の出力に対して溶融温度が低すぎる場合、または延伸速度が高すぎる場合によく見られるメルトフラクチャー欠陥) のあるジャケットを生成するワイヤおよびケーブル押出機は、ケーブルコアにパターン化された横方向の力を導入し、良性の実験室テストでは現れないが、現場での熱収縮下で現れるマイクロベンド損失を引き起こす可能性があります。マクロ曲げ(ケーブルを巻き付ける半径が狭すぎる)は設置上の問題ですが、曲げ剛性が低いケーブル(被覆壁が薄く、強度部材が少ない)はより脆弱であるため、ジャケットの設計が押出機で適用される材料と光学性能の間のもう 1 つの交差点となります。
アウトドアジャケット素材の紫外線劣化
空中光ファイバー ケーブルは、ジャケットの亀裂や脆化なしに、数十年にわたる紫外線暴露に耐える必要があります。 HDPE 中の 2 ~ 3 重量% のカーボン ブラックは効果的な UV シールドを提供し、直接埋設および架空ケーブルの業界標準です。屋内使用を目的としたケーブルには他の安定剤パッケージが使用される場合がありますが、配合物は通常、プレコンパウンドペレットとしてケーブルメーカーに供給され、ワイヤーおよびケーブル押出機に直接供給されます。押出機の加工条件はスタビライザー システムと適合する必要があります。過剰なスクリューせん断やバレル温度は、日光にまったくさらされないケーブルであっても、長期的な熱安定性に不可欠な酸化防止剤を劣化させる可能性があります。

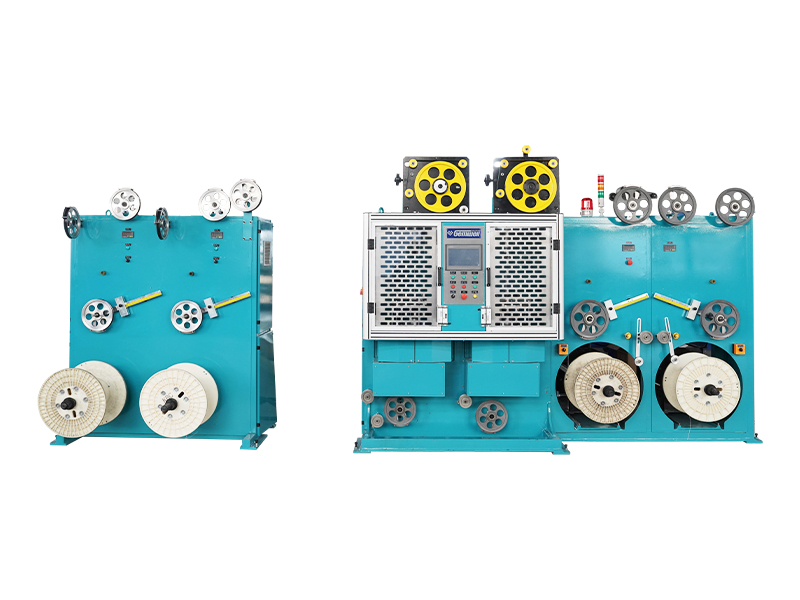
光ファイバーケーブル生産ラインの開始: 実践的な考慮事項
光ファイバーケーブルの生産への参入、または銅ケーブルからファイバーへの拡張を検討しているメーカーにとって、必要な設備投資とプロセスの知識は多額ですが、明確に定義されています。線引きタワーとプリフォーム製造装置は、最も高い参入障壁となっています (そして、年間数百万キロメートル規模でファイバーを製造しない限り、通常は正当化されません)。ほとんどのケーブル メーカーは、確立されたファイバー メーカー (コーニング、プリズミアン、フジクラ、住友、YOFC) からファイバーを購入し、ケーブル設計とジャケット ライン機器に資本を集中させています。
光ファイバージャケット用のワイヤーおよびケーブル押出機の選択
光ファイバーケーブル被覆ラインの最も重要な機器の決定は、ワイヤーとケーブル押出機の選択です。評価する主なパラメータは次のとおりです。
- ネジ径: 光ファイバージャケットの用途では、ネジの直径は 45 mm ~ 90 mm が一般的です。ネジが小さい (45 ~ 60 mm) と、小径ケーブルに必要な低いスループット レートでの出力の一貫性と材料の応答性が向上します。大きなネジは、多数の OSP ケーブルの高出力ジャケットに適しています。
- 長さ/奥行き比: 光ファイバージャケットの材質には、最低 24:1 が推奨されます。 LSZH コンパウンドは、より長い溶融および混合ゾーンを可能にする 28:1 または 30:1 の L/D 比から特に恩恵を受けます。
- 駆動方式: AC サーボまたはベクトル制御ドライブは、さまざまなライン速度でジャケット壁の一貫性を維持するために必要な速度安定性 (±0.1%) を提供します。 DC ドライブは、新規設置から段階的に廃止されています。
- 温度制御ゾーン: 少なくとも 5 つの独立して制御されるバレル ゾーンとクロスヘッド ゾーン。最新のケーブル押出機システムでは、±1°C を超える安定性を備えた PID コントローラーが標準装備されています。
- でstrumentation: ダイヘッドの溶融圧力トランスデューサー、スクリュー先端の溶融温度プローブ、下流の光学式または X 線直径ゲージはすべて、生産トレーサビリティのためのデータログを備えたライン制御 PLC に入力されます。
- マテリアルハンドリング: 押出機ホッパーの上流でマスターバッチを追加するための重量または容積測定ブレンドおよび計量ユニット。ナイロンや TPU などの湿気に敏感な素材用の乾燥剤ドライヤーを備えています。
適切なワイヤーおよびケーブル押出機を中心に構築された、適切に仕様化された光ファイバー ジャケット ラインは、資本コストを 18 ~ 36 か月以内に回収できます。 生産の立ち上げ前にプロセスレシピ、オペレーターのトレーニング、および品質システムが確立されている場合に限り、ファイバーの導入需要が強い市場で使用できます。
光ファイバーと銅ケーブルの押出機要件の違い
すでに銅線およびケーブル押出機ラインを運用しているメーカーは、同じ装置を光ファイバーの被覆に使用できるかどうかをよく尋ねます。答えは「場合によっては変更が加えられる」です。光ファイバーケーブルでは、(内部のファイバーにストレスがかからないように)ペイオフでより正確な張力制御が必要です。また、ダイの位置ずれを検出する電気的テスト(導通や静電容量など)がないため、クロスヘッドのダイの位置合わせはより重要です。ジャケットの壁の変動は、機械的テストまたは取り付け後の故障でのみ現れます。さらに、既存の押出機が PVC 加工に使用されている場合は、汚染を防ぐために、LSZH または PE コンパウンドを実行する前に、押出機を完全にパージする必要があります。品質を重視する作業では、光ファイバー被覆専用の押出機ライン(銅線ケーブルの製造とは共用しない)が強く好まれます。
光ファイバーケーブルの規格と準拠要件
通信、データセンター、産業、軍事市場に販売される光ファイバー ケーブルは、複雑に絡み合った国際規格と地域規格に準拠する必要があります。コンプライアンスは任意ではありません。大手ネットワーク事業者や調達機関は、発注前にサードパーティの型式承認試験報告書を要求しており、一部の規格 (EU の公共建物における LSZH 燃焼性能など) は法的に義務付けられています。
| 標準 | 範囲 | 地域 |
|---|---|---|
| ITU-T G.652 | 標準 SMF characteristics | グローバル |
| ITU-T G.657 | FTTH用の曲げに影響されないSMF | グローバル |
| IEC 60794-1 | 光ファイバーケーブルの試験方法 | グローバル / EU |
| IEC 60794-3 | 屋外用光ファイバーケーブル | グローバル / EU |
| ANSI/ICEA S-87-640 | 光ファイバー屋外プラントケーブル | 北アメリカ |
| TIA-568.3-D | 光ファイバーケーブル部品の規格 | 北アメリカ |
| EN 50399 / IEC 60332 | ケーブルの火炎伝播と煙 | EU (CPR) |
| MIL-PRF-85045 | 軍事用光ファイバーケーブル | アメリカ (防衛) |
EU 建設製品規則 (CPR) は、ジャケットの材料の選択、したがってヨーロッパの建物に設置されるケーブルの押出機プロセス要件を直接管理するものであるため、特に言及する価値があります。 CPR では、ケーブルは Eca (最低パフォーマンス) から B2ca、B1ca、および Aca (最高パフォーマンス) まで分類する必要があります。 B1ca または Aca 分類を達成するには、発熱量と煙発生率が極めて低い LSZH コンパウンドが必要です。このコンパウンドは、溶融温度の均一性、滞留時間の制御、およびダイ圧力の安定性の点でワイヤおよびケーブル押出機に厳しい要件を課します。