メールアドレス: info@gem-cablesolution.com
メールアドレス: info@gem-cablesolution.com アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号
アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号 日本語
日本語  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
コンテンツ
- 1 押出成形とは — すべてのワイヤーとケーブルの背後にある中核プロセス
- 2 なんと ワイヤーおよびケーブル押出機 実際に動作します
- 3 構成別のワイヤおよびケーブル押出機の種類
- 4 ワイヤーおよびケーブル押出機で加工される主な材料
- 5 押出品質を定義する重要なパラメータ
- 6 ワイヤーおよびケーブル押出機のラインレイアウトと補助装置
- 7 ワイヤおよびケーブル製造における押出欠陥とその解決方法
- 8 生産要件に合わせたワイヤおよびケーブル押出機の選択
- 9 特殊なケーブル用途における押出加工
- 10 ワイヤおよびケーブル押出機の耐用年数を延ばすメンテナンス方法
- 11 今日のワイヤーおよびケーブルの押出成形を形作る業界のトレンド
押出成形とは — すべてのワイヤーとケーブルの背後にある中核プロセス
押出成形は、原材料 (通常は熱可塑性またはエラストマー化合物) を溶融し、成形されたダイに押し込んで均一な断面プロファイルを生成する連続製造プロセスです。ワイヤおよびケーブル業界では、これは、移動する導体に絶縁層またはジャケット層を、速度を超える速度で直接適用することを意味します。 毎分1,200メートル 細いゲージのデータ ケーブルの高速回線に使用されます。その結果、導体を保護し、電気絶縁を提供し、高級自動車または医療グレードの製品で±0.01 mm までの寸法公差を満たす一貫したコーティングが得られます。
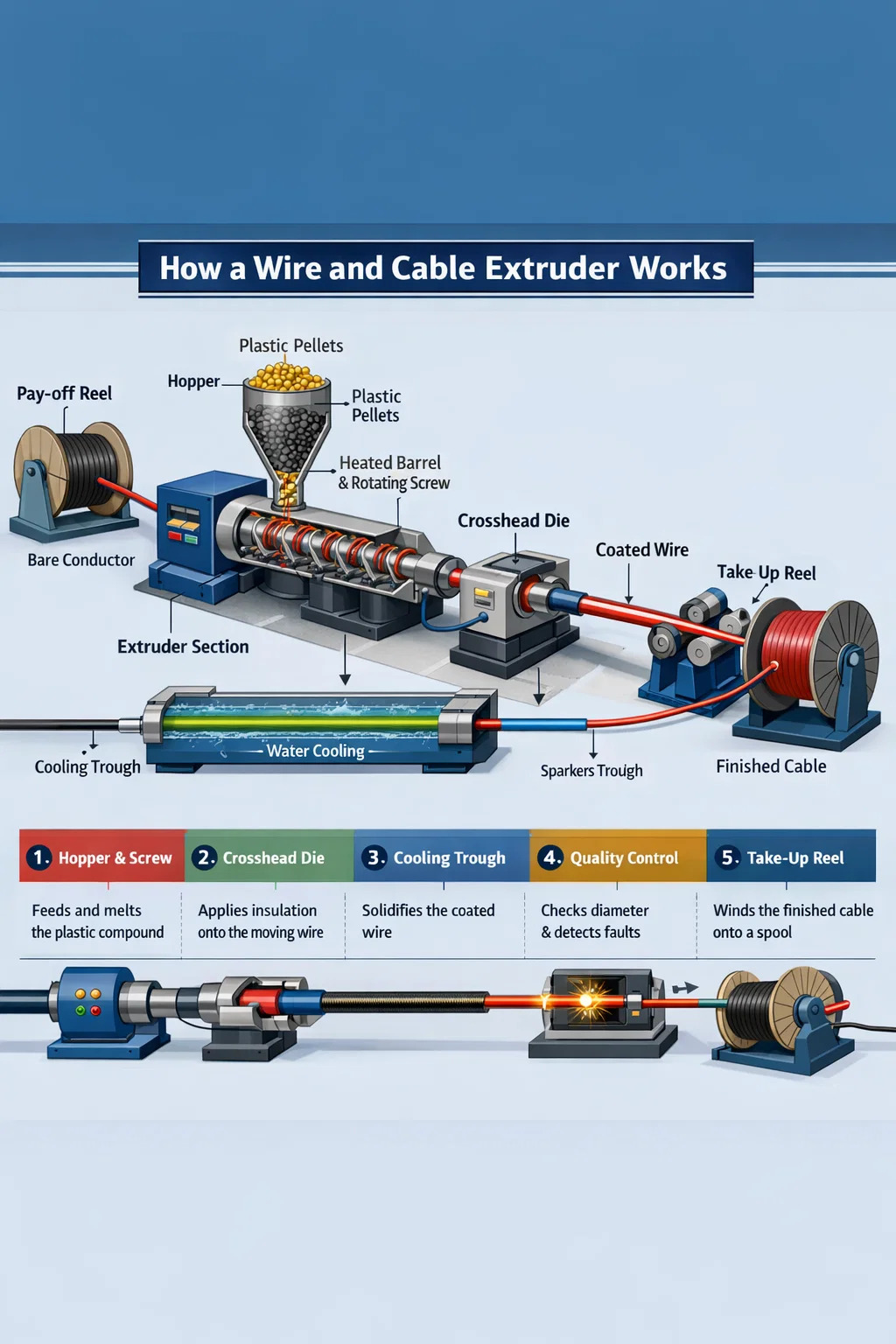
閉じた金型に充填しサイクルタイムを必要とする射出成形とは異なり、押出は本質的にインラインであり、停止することはありません。ワイヤおよびケーブル押出機が加熱されたバレルにペレットまたは粉末を供給し、回転スクリューがコンパウンドを搬送して可塑化し、溶融した材料が導体の周囲に配置されたクロスヘッド ダイを通って排出されます。次に、コーティングされたワイヤは冷却トラフに入り、スパーク テスターと直径ゲージを通過し、巻き取りリールに巻き取られます。すべてが 1 回の連続したパスで行われます。
押出とは何か、また、適切に設計されたワイヤーおよびケーブル押出機と一般的なプラスチック機械の違いを理解することにより、最終製品が最初の生産実行時またはコストのかかる再加工後に UL、IEC、または RoHS 認証を満たすかどうかが決まります。
なんと ワイヤーおよびケーブル押出機 実際に動作します
ワイヤおよびケーブル押出機は、いくつかの統合サブシステムで構成されています。それぞれが、生の化合物を寸法的に安定した電気的に健全な絶縁導体に変換する際に、異なる役割を果たします。
バレルとスクリューのアセンブリ
バレルは硬化鋼シリンダーで、通常は難燃剤 LSZH (低煙ゼロハロゲン) などの充填コンパウンドを使用する際の耐摩耗性を高めるためにバイメタルで裏打ちされています。内部でスクリューが回転し、その形状 (フライト深さ、圧縮比、L/D (長さ対直径) 比) は、特定の化合物ファミリー向けに設計されています。 PVC 絶縁体は通常、L/D が 20:1 ~ 25:1、圧縮比が 3:1 に近いネジで使用されます。中電圧電力ケーブル用の架橋ポリエチレン (XLPE) には、バレル内での早期架橋を避けるために、長くて穏やかなネジ (多くの場合、L/D が 30:1) が必要です。ワイヤおよびケーブル押出機で間違ったネジを使用すると、劣化が発生し、溶融温度が不均一になり、最終的には不合格になります。
バレル温度はゾーン分けされており、通常は 4 ~ 6 つの独立したゾーンに分かれており、フィードスロートから計量セクションまで上昇します。標準的な PVC の場合、これは、ダイに向かって 150 °C、165 °C、175 °C、および 180 °C のゾーン温度を意味します。 XLPE は、後のゾーンでは 200 ~ 220 °C で高温になります。溶融温度の 5 °C のドリフトは粘度の変動と肉厚のばらつきに直接影響するため、高精度 PID コントローラーは各ゾーンを ±1 °C 以内に維持します。
クロスヘッドダイ — ワイヤー押出の心臓部
ワイヤーおよびケーブル押出機と標準プロファイル押出機の違いはクロスヘッドです。導体は 90 度の角度で (または一部の構成ではインラインで) クロスヘッドに入り、同軸でダイを通って出ます。内部では、メルト フローがトーピードまたはデフレクターを使用して導体の周りに方向転換され、その後ダイとチップの形状によって収束されて、すべてのクロック位置に均一に絶縁体が堆積されます。
クロスヘッド設計には 2 つの適用方法が存在します。
- 圧力ツーリング — 溶融物がダイ内の導体に接触し、圧力下で結合します。 XLPE 電源ケーブルなど、接着が必要なほとんどの絶縁用途に使用されます。
- チューブツーリング — 溶融物はチューブを形成し、真空またはドローダウン比に応じて、ダイの出口後に導体上にドローダウンされます。多芯ケーブルの緩いジャケットによく見られます。
ダイとチップのサイジングは、ドローダウン比 (DDR) とドローダウン バランス (DDB) の式に従います。 1.2 ~ 1.5 の DDR は、中速 PVC 回線の一般的な開始点です。 LSZH で DDR 2.5 を超えると、メルト フラクチャー (絶縁体にザラザラしたサメ肌の表面ができ、スパーク テストに不合格) が発生する可能性があります。
冷却トラフと下流機器
ダイの後、被覆された導体は水冷トラフに入ります。トラフの長さはライン速度と断熱壁の厚さに一致する必要があります。一般的なルールとして、200 m/min で動作する壁厚 1 mm の PVC 導体には、少なくとも 20 ~ 30 メートルのアクティブな冷却が必要です。冷却が不十分であると、キャプスタンの張力によって断熱材が変形し、寸法ドリフトが発生します。一部の XLPE 高圧ラインでは、化学架橋制御のために水トラフの代わりに乾式硬化チューブを使用していますが、ほとんどのワイヤおよびケーブル押出ラインでは依然として水が標準です。
最新のラインでは、インライン計装は交渉の余地がありません。ダイ出口直後のレーザー直径ゲージは壁の変化をリアルタイムで捕捉し、閉ループ制御を押出機のスクリュー速度またはライン速度にフィードバックします。絶縁クラスに応じて、1 kV ~ 15 kV の電圧でスパーク テスターがピンホールを継続的に検出します。静電容量モニターは偏心を検出します。中心から外れた導体は、ワイヤの回転周波数での静電容量の変化として表示されます。
構成別のワイヤおよびケーブル押出機の種類
すべてのワイヤーおよびケーブル押出機が同じというわけではありません。選択したライン構成は、製品範囲、切り替え時間、スクラップ率、設備投資に直接影響します。
| 押出機の種類 | 一般的なネジ径 | 主な用途 | 最大回線速度 |
|---|---|---|---|
| 一ネジ(平滑穴) | 25~150mm | PVC 断熱材とジャケット | 最大 800 m/分 (ファインゲージ) |
| 単ネジ(溝送り) | 45~120mm | HDPE、LSZH、PPコンパウンド | 最大600m/分 |
| 二軸スクリュー(共回転) | 35~90mm | 配合LSZH、XLPEベース | 直接コーティングではなくコンパウンド |
| タンデムデュアル押出機 | ネジ 2 本、各 45 ~ 90 mm | 二層断熱ジャケット | 最大500m/分 |
| 三層(共押出) | 1 つのダイに供給する 3 台の押出機 | 半導体スクリーン付きMV/HV XLPE | 15~30m/min(太いケーブル) |
単軸押出機ライン
単軸ワイヤーおよびケーブル押出機は、世界中で生産量を占めています。 1 つのネジ、1 つのバレル、1 つのドライブというシンプルさにより、メンテナンスコストが削減され、製品移行時のネジ交換が迅速化されます。 120 rpm で動作する 60 mm 単軸押出機は、 180 ~ 220 kg/h これは 1.5 mm² の建築用ワイヤーを 400 m/min でコーティングするのに十分な量です。高速データ ケーブル製造 (Cat 6あ、Cat 8) の場合、ペアになった 30 ~ 45 mm の押出機が 1,000 m/分を超えるライン速度で個々の導体絶縁を施します。
タンデムおよび共押出ライン
接着された PVC ジャケットを備えた XLPE 絶縁体や、白地にカラーストライプ層を備えた自動車用ケーブルなど、2 つ以上の個別の層を必要とするケーブルの場合、タンデムまたは共押出ラインが個別の化合物をデュアルチャネル クロスヘッドに供給します。これにより、巻き戻しパスが不要になり、多層製品の処理コストが 15 ~ 25% 節約されます。中電圧 XLPE ケーブルでは 3 回の共押出が必須であり、内側と外側の半導電性スクリーンがまだ溶融した状態で絶縁体に接着し、界面を汚染する必要がありません。
ワイヤーおよびケーブル押出機で加工される主な材料
材料の選択により、スクリューの形状、バレルの冶金、温度プロファイル、冷却能力など、押出機の仕様全体が決まります。以下に主な化合物ファミリーとその処理特性を示します。
PVC(ポリ塩化ビニル)
PVC は依然として世界中でワイヤーおよびケーブル押出機で最も広く加工されている化合物であり、おおよその割合を占めています。 全ケーブル絶縁体積の 35 ~ 40% 重量で。 160 ~ 190 °C で容易に加工でき、幅広い可塑剤や難燃性添加剤パッケージに対応し、コスト効率が優れています。課題は熱の影響を受けやすいことです。200 °C を超えるか、過度のせん断が加わると、PVC が劣化して HCl が放出され、バレルやクロスヘッドが腐食します。 PVC 用のネジは、比較的低い圧縮比 (2.5 ~ 3.0:1) と、粘着力を軽減するために研磨されたクロムメッキのフライトを使用しています。
XLPE (架橋ポリエチレン)
XLPE は、中電圧 (1 ~ 35 kV) および高圧電力ケーブルの標準絶縁材です。架橋反応は、過酸化物で開始されるものであれ、シラン湿気で硬化するものであれ、押出機のバレル内ではなく、ダイの後に起こる必要があります。これにより、過度のせん断加熱を避けるためにスクリューの設計が制限され、より長く低圧縮のスクリューが必要になります。乾式硬化窒素チューブは、過酸化物システムの温度を 200 °C 以上に維持し、キャプスタンの前の冷却ゾーンを維持します。シラン-XLPE システムは、より単純な単軸押出機を使用しますが、架橋反応を完了するには押出後のサウナまたは温水浴が必要です。
LSZH / LSOH 化合物
低煙ゼロハロゲン (LSZH) コンパウンドは、鉱物充填剤であるアルミニウム三水和物 (ATH) または水酸化マグネシウムを 50 ~ 65 重量% 配合して配合されています。これらのフィラーにより、LSZH は研磨性が高くなり、PVC に比べて溶融粘度が大幅に上昇します。 LSZH を実行するワイヤおよびケーブル押出機には、より高い圧力損失を管理するために、バイメタル バレル (最小 60 HRC 摩耗表面)、硬化合金スクリュー、およびより大きな直径のクロスヘッドが必要です。出力速度は同等の PVC ランより 20 ~ 30% 低く、ライン速度は通常、ゲージに応じて 200 ~ 400 m/min に制限されます。 LSZH は、IEC 60332 および EN 50266 の火災基準に基づいて、トンネル、船舶、海上プラットフォーム、公共の建物では必須です。
フッ素ポリマー(PTFE、FEP、ETFE)
フッ素ポリマー絶縁ケーブルは、150 ~ 260 °C での連続使用が必要な航空宇宙、軍事、および高温産業用途で使用されます。 PTFE は技術的にはペースト押出プロセス (ラム押出) であり、従来のスクリュー押出ではありません。 FEP および ETFE は、全 PTFE でライニングされた溶融経路またはニッケル合金構造を備えた特殊なワイヤおよびケーブル押出機で溶融加工可能です。フッ素ポリマーは 340 ~ 380 °C の加工温度で標準鋼に対して腐食性があります。生産速度は低く、工具のコストは高くなりますが、性能が高いため、航空ワイヤ束や電子ワイヤリング ハーネスへの投資は正当化されます。
TPE、TPU、およびゴム状コンパウンド
熱可塑性エラストマー (TPE) と熱可塑性ポリウレタン (TPU) は、自動車、ロボット工学、ポータブル電動工具のケーブル用途で急速に成長し、多くの場合、加硫ゴムに取って代わりました。これらは、スクリューを適度に変更するだけで標準的なワイヤおよびケーブル押出機で押出可能で、190 ~ 220 °C で処理され、加硫ステップが完全に不要になります。特に TPU は、PVC の 10 ~ 50 倍という優れた耐摩耗性を備えているため、何百万サイクルも屈曲するドラッグ チェーン ケーブルや産業用ロボット ケーブルのジャケットとして最適です。
押出品質を定義する重要なパラメータ
ワイヤおよびケーブルの押出成形の品質は、単一の変数ではありません。これは、多くの場合、最新のラインでの閉ループ自動化を通じて、いくつかの相互依存するパラメーターを同時に制御した結果です。
偏心率と肉厚均一性
偏心率 (絶縁体内の導体の中心からずれた位置) は、ケーブルの絶縁耐力と高電圧耐性テストに合格する能力に直接影響します。 IEC 60227 および UL 44 では、最大偏心値を指定しています。公称壁が 0.7 mm の 1.5 mm² PVC 建築用ワイヤーの場合、最小壁がそれを下回ってはなりません 公称値の80% いつでも。これは、0.7 mm の壁では最大偏心は ±0.14 mm であることを意味します。これを 500 m/min で一貫して達成するには、ダイセンタリング ボルトを備えた同心度制御クロスヘッド、上流導体ガイド、そして理想的にはクロスヘッド アクチュエータにフィードバックするインライン静電容量モニタが必要です。
溶融温度と溶融圧力の安定性
ダイヘッドにおける溶融圧力は、プロセスの安定性の主な指標です。スクリューの振動、一貫性のないペレットの供給、またはスクリューのフライトの磨耗によって引き起こされる圧力変動は、完成したケーブルの直径の変動として直接現れます。安定したワイヤおよびケーブル押出機は、定常状態での溶融圧力変動を ±2 bar 未満に抑えます。一部のラインでは、特にダイ圧力によるスクリュー出力の変動を切り離すために押出機とクロスヘッドの間にギア ポンプを使用し、精密同軸ケーブルや光ファイバー ルース チューブ ジャケットに必要な ±0.003 mm までの直径制御を可能にします。
ライン速度とキャプスタン制御
キャプスタン (引き取りユニット) はドローダウン率を設定し、最終的な絶縁体の直径を直接制御します。ダンサーロール張力フィードバックを備えたサーボ駆動のキャプスタンは、最新の CNC ライン制御で 50 ~ 100 ミリ秒以内に直径ゲージの読み取り値に応答します。速度変動が ±0.1% 未満である厳密な速度制御は、0.5% の速度変動でも測定可能な直径の変化が生じる薄壁絶縁には不可欠です。ライン速度は主要なスループットの決定要因でもあります。ライン速度が 200 m/min から 400 m/min に 2 倍になると、同じ押出機の生産量が 2 倍になるため、キャプスタンの安定性は収益性に直接影響します。
表面品質と火花試験のパフォーマンス
表面の欠陥 (ピット、気泡、縞、または粗い質感) は、スパーク テスト時に電気的故障として隠れる可能性があります。断熱材内の気泡は、コンパウンド内の水分 (ペレットを水分 0.05% 以下になるまで事前に乾燥させることで解決されます)、揮発性添加剤、または溶融物中の溶解空気によって発生します。縞模様は、多くの場合、クロスヘッド内の材料の劣化または汚染を示します。クリーンなワイヤおよびケーブル押出ラインでは、生産の 100% で連続スパーク テストが実行され、99.8% 以上の合格率がボリューム絶縁ラインの業界ベンチマークです。
ワイヤーおよびケーブル押出機のラインレイアウトと補助装置
完全なワイヤおよびケーブル押出ラインは、押出機自体を超えたものです。補助装置のレイアウトによって、スタートアップ不良、段取り替え時間、および最終製品の寸法の一貫性が決まります。
支払いから受け取りまでの一般的な絶縁ラインには次のものが含まれます。
- ペイオフ単位 — 裸の導体リールを保持します。多くの場合、張力制御されたダンサー アームとリール変更機能 (アクティブまたは静的ペイオフ) が付いています。大型の電源ケーブルの場合、リールの重量は最大 3,000 kg です。
- ストレートナーとプレヒーター — コイル状の導体をまっすぐにし、表面から水分や酸化物を除去し、絶縁の密着性を向上させます。 XLPE 電源ケーブルでは、導体を 60 ~ 120 °C に予熱するのが標準です。
- クロスヘッド付きワイヤーおよびケーブル押出機 — コアユニットに断熱材またはジャケットを適用します。
- 冷却トラフ — 水冷。通常は 2 つまたは 3 つの直列セクションで温度を下げ(高温、高温、低温)、熱衝撃や断熱材の残留応力を回避します。
- インライン測定 — レーザー OD ゲージ、静電容量モニター、スパーク テスター、およびオプションで精密ケーブル用の肉厚 X 線スキャナーを備えています。
- キャプスタンとダンサー — ライン張力と速度を維持する引き取りユニット。
- マーキングユニット — メーターマーク、電圧定格、標準認証、およびカラーコーディング用のインクジェットまたは彫刻ユニット。
- 巻き取り・巻き取り — スプールワインダーまたはドラムツイスター。アキュムレーターを備えたラインでの自動カットアンドトランスファー機能を備え、ライン停止を回避します。
ラインの全長は、小規模な建築用ワイヤー絶縁ラインの 20 メートルから、長い硬化チューブを備えた中電圧 XLPE ラインの 150 メートル以上までの範囲に及びます。フロアスペースの計画と、剛性の高いスチール製ベースフレーム上のすべてのユニットの適切な位置合わせが基本です。高速でのペイオフとクロスヘッド間のわずか 2 ~ 3 mm の位置ずれによって、導体の振動や偏心スパイクが発生します。
ワイヤおよびケーブル製造における押出欠陥とその解決方法
適切にメンテナンスされたワイヤーおよびケーブル押出機ラインでも、生産中に欠陥が発生します。原因をすぐに認識すれば、長期にわたるスクラップの実行を回避できます。
| 欠陥 | 最も一般的な原因 | 是正措置 |
|---|---|---|
| 直径変化(サイクリング) | スクリューのサージ、スクリュー先端の摩耗、または不安定な溶融圧力 | ギアポンプを取り付けます。摩耗したネジコンポーネントを検査して交換する |
| 断熱材内の気泡/ボイド | 複合水分が 0.05% 以上。揮発性可塑剤 | コンパウンドを 70 ~ 80 °C で 2 ~ 4 時間予備乾燥します。添加剤パッケージを見直す |
| ザラザラ/シャークスキンの表面 | メルトフラクチャー - 過剰なダイウォールせん断速度 | 金型の温度を上げます。回線速度を下げる。加工助剤を使用する |
| 高い偏心率 | 導体の振動。ダイチップの位置がずれている。ガイドチューブの磨耗 | クロスヘッドを再中心に配置します。ガイドチューブを交換します。導体の張力をチェックする |
| スジ・変色 | クロスヘッドデッドゾーンでの劣化した材料ホールドアップ | クロスヘッドをパージします。分解して掃除します。ダイのデッドゾーンをチェックする |
| スパークテストの失敗(ピンホール) | 汚染;泡;偏心による薄い箇所 | スクリーンコンパウンド;偏心性に対処する。素材の清潔さを確認する |
生産要件に合わせたワイヤおよびケーブル押出機の選択
適切なワイヤおよびケーブル押出機を選択するには、製品範囲、化合物ファミリー、必要なスループット、床面積の制約を明確に定義することから始まります。機械の見積もりを依頼する前に定義する主な仕様は次のとおりです。
- 導体サイズ範囲 — 最小値 (例: データ ケーブルの場合は 0.1 mm²) から最大値 (例: 電源ケーブルの場合は 300 mm²)。これにより、クロスヘッドの穴のサイズとネジの直径が決まります。
- 化合物群と肉厚 — PVC/LSZH/XLPE はそれぞれ、特定のネジ形状を必要とします。最小の壁厚により、ダイとチップの選択が決まります。
- 目標出力 (kg/h) — 線速度 × 絶縁ケーブルの線重量から計算されます。これにより、押出機のスクリュー直径と駆動モーターのサイズが決まります。
- 必要な寸法公差 — 標準建築ワイヤ公差 (IEC 60227) は基本的なゲージ フィードバックで達成可能ですが、自動車 (ISO 6722) または航空宇宙規格ではギア ポンプと X 線壁測定が必要です。
- レイヤー数 — 単層断熱材、二層(断熱ジャケット)対三重共押出によって、単一、タンデム、または完全な共押出ラインが必要かどうかが決まります。
- 自動化レベル — 完全に自動化されたリール交換、スプライシング、および閉ループ直径制御により、資本コストが増加しますが、高速ラインでの労働力とスタートアップのスクラップが 30 ~ 60% 削減されます。
A 60 mm ワイヤーおよびケーブル押出機 25:1 L/D ネジ、ギア ポンプ、およびインライン レーザー ゲージを備えた仕様は、0.75 ~ 16 mm² の範囲の汎用 PVC/LSZH 建築用ワイヤー絶縁ラインの一般的な開始仕様です。自動化レベルと市場に応じて、設置回線の価格は 300,000 米ドルから 800,000 米ドルになると予想されます。 XLPE 中電圧ケーブル製造の場合、トリプル共押出ラインは 200 万ドルから始まり、完全乾式硬化 VCV 垂直タワーの場合は 800 万ドルを超える場合もあります。
特殊なケーブル用途における押出加工
自動車用ワイヤーハーネスケーブル
自動車用ワイヤー ハーネス ケーブルは、寸法の一貫性とスループットの点で最も要求が厳しいものの一つです。一般的な自動車 OEM ワイヤリング ハーネス プラントでは、ゲージが 0.13 mm² ~ 6 mm² の絶縁ワイヤを 1 日に数百万メートル消費します。この分野のワイヤーおよびケーブル押出機ラインは、 600~1,200m/分 ファインゲージで、0.13 mm² の導体上で肉厚が 0.15 mm という薄さです。コンパウンドの選択肢には、PVC (標準)、XLPE が含まれますが、125 °C または 150 °C の連続定格が必要なエンジン付近の高温ゾーンでは、ETFE または PP が増加しています。ハーネスアセンブリには色分けされた絶縁体が重要であるため、インライン測色チェックによる正確な色合わせが自動車ラインでは標準となっています。
海底ケーブルと高圧ケーブル
規模の点で対極にあるのは、海底電力ケーブルと超高圧 (EHV) 陸上ケーブルでは、利用可能な最大のワイヤおよびケーブル押出機構成が使用されています。 500 mm² ~ 2,500 mm² の導体断面積には、内側の半導体スクリーン、XLPE 絶縁体、および外側の半導体スクリーンが 3 ~ 10 m/min のシングルパスで適用される 3 つの共押出ラインが必要です。断熱壁の厚さが 15 ~ 25 mm の場合、大型スクリュー押出機 (直径 120 ~ 200 mm) と 50 ~ 80 メートルの長い窒素硬化チューブからの非常に大きな体積生産が必要となります。 220 ~ 525 kV のケーブル クラスにおける絶縁体の清浄度要件は非常に高く、XLPE では 125 ミクロンを超える金属粒子が禁止されており、超清浄なコンパウンドの取り扱いとクロスヘッド周囲のクリーンルームの組み立てエリアが必要です。
データおよび通信ケーブル
Cat 6、Cat 6A、および Cat 8 イーサネット用の構造化ケーブル、およびブロードバンド配信用の同軸ケーブルには、耐電圧の要件ではなく、厳しい静電容量とインピーダンスの均一性要件が課せられます。ソリッドコア Cat 6A の場合、絶縁体は通常、0.57 mm 導体上に肉厚 0.25 ~ 0.35 mm の発泡 FEP または固体 HDPE で、800 ~ 1,000 m/min で製造されます。発泡プロセス (窒素注入による物理発泡またはアゾジカルボンアミドによる化学発泡) により、誘電率が 2.3 (固体 HDPE) から 1.5 ~ 1.8 (発泡) に低下します。これにより、Cat 6A は 500 MHz の帯域幅に達することができます。インピーダンスを TIA-568 規格の ±3 Ω 許容差内に維持するには、発泡絶縁ワイヤおよびケーブル押出機の直径制御を ±0.005 mm より厳しくする必要があります。
ワイヤおよびケーブル押出機の耐用年数を延ばすメンテナンス方法
ワイヤーおよびケーブル押出機は資本集約型の資産です。適切なメンテナンスは、稼働時間、一貫した品質、および月単位ではなく年単位で測定されるスクリュー/バレルの耐用年数に直接つながります。
- スクリューとバレルの摩耗監視 — 校正済みの機器を使用して、6 ~ 12 か月ごとにバレルの内径とスクリューのフライトの直径を測定します。スクリューとバレル間の直径クリアランスが 0.4 ~ 0.6 mm (スクリューのサイズによる) を超えると、出力の一貫性が低下し、漏れ流量が増加します。通常、バレルが同じ摩耗段階に達する前にスクリューを交換する方が、両方を同時に交換するよりもコスト効率が高くなります。
- クロスヘッドの清掃頻度 — LSZH および着色コンパウンドは、劣化した材料の滞留を除去するために、生産時間 8 ~ 24 時間ごとにクロスヘッドを分解して洗浄する必要があります。クリーンライン上の PVC 天然化合物は、次の洗浄までに 200 ~ 500 時間稼働することがあります。シャットダウン前に熱安定性パージ化合物を使用してスケジュールされたパージ サイクルを実行すると、分解せずに残留物が除去され、間隔が延長されます。
- バレルヒーターと熱電対の検査 — ヒーターバンドと熱電対の欠陥は温度ゾーンの異常を引き起こし、コンパウンドやネジの問題として誤診されることがよくあります。予防措置として熱電対を 12 ~ 18 か月ごとに交換してください。四半期ごとにヒータークランプの緩みやホットスポットを検査してください。
- ドライブとギアボックスのサービス — 押出機のギアボックスは、高い周期的トルク負荷の下で動作します。 OEM が指定したギア オイル交換間隔 (通常は 4,000 ~ 8,000 時間ごと) に従ってください。年に 2 回のギアボックスの振動分析により、致命的な故障や予定外のダウンタイムが発生する前にベアリングの摩耗が特定されます。
- ゲージとスパークテスターの校正 — レーザー直径ゲージは、NIST トレーサブルな基準ターゲットに対する毎月の校正が必要です。スパークテスターは、各シフトの開始時に既知の休日(断熱材のピンホール)に対して検証する必要があります。故障を見逃してしまう校正されていないスパークテスターは、テスターをまったく使用しないよりも悪いです。
今日のワイヤーおよびケーブルの押出成形を形作る業界のトレンド
ワイヤおよびケーブルの押出技術は、広範なケーブル業界の EV 充電インフラ、再生可能エネルギーの相互接続、高速データ ネットワークへの移行とともに進化しています。
EV充電ケーブルの需要
電気自動車の DC 高速充電ケーブルには、-40°C で曲げ半径 30 mm 未満で、DC 1,000 V で最大 500 A の連続電流を処理できる柔軟な TPU またはシリコン ジャケットが必要です。これらのケーブルは、冷却液を運ぶ銅管上に押し出し絶縁体を備えた液冷導体設計を使用しています。この製品のワイヤおよびケーブル押出機ラインは、使用中にケーブルが何千回もぶら下がったり反動したりできる柔軟性を維持しながら、複数の層の同時用途 (銅導体上の絶縁、アセンブリ上のシース) に対応する必要があります。世界のEV充電ケーブルの需要は、今後も増加すると予測されています 2030 年までに 20% の CAGR 、新しいワイヤおよびケーブル押出機の能力への多額の投資を推進します。
インダストリー 4.0 とデジタル押出ライン
最新のワイヤおよびケーブル押出機制御システムは、レシピ管理と SPC データ ログ機能を備えた単一の PLC または PC ベースの HMI を介して、すべてのライン コンポーネント (押出機ドライブ、バレル温度、ギア ポンプ、直径ゲージ、キャプスタン、巻取り) を接続します。デジタル押出ラインには数百種類のケーブルのプロセス レシピが保存されているため、手動セットアップが不要になり、適切に設計されたシステムで 15 分以内に工具を使わずに製品を切り替えることができます。 OPC-UA 接続により、ラインはリアルタイムの生産データを MES および ERP システムに供給できるため、配合ロットから最終リールまでのトレーサビリティが可能になります。これは、自動車の IATF 16949 認証に必須の機能であり、ユーティリティ ケーブル プロジェクトでますます必要とされています。
持続可能でリサイクル可能な複合押出成形
EU の循環経済行動計画と REACH 規制に基づく規制圧力により、リサイクル不可能な熱硬化性樹脂 (XLPE) およびハロゲン化 (PVC) 断熱材から、寿命後にリサイクルできる熱可塑性 XLPE 代替品 (TR-XLPE、HFFR-TP) への移行が加速しています。これらの新しいコンパウンドは、スクリューを変更して既存のワイヤおよびケーブル押出機プラットフォームで加工可能ですが、従来の PVC よりも狭いプロセス ウィンドウとより正確な温度制御が必要です。コンパウンドのサプライヤーと押出機の OEM は、これらの材料を効率的に処理するための新しい工具形状とバレル コーティングを共同開発しており、ヨーロッパとアジアではすでにいくつかの商用ラインが中電圧ケーブル用の TR-XLPE コンパウンドを生産規模で稼働させています。