 メールアドレス: info@gem-cablesolution.com
メールアドレス: info@gem-cablesolution.com アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号
アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号 日本語
日本語  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
![]() 製品カテゴリ
製品カテゴリ
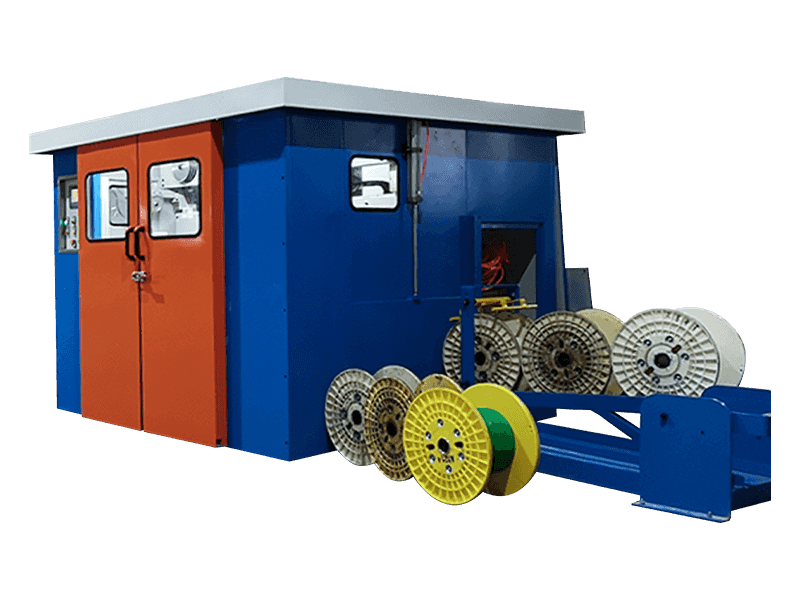
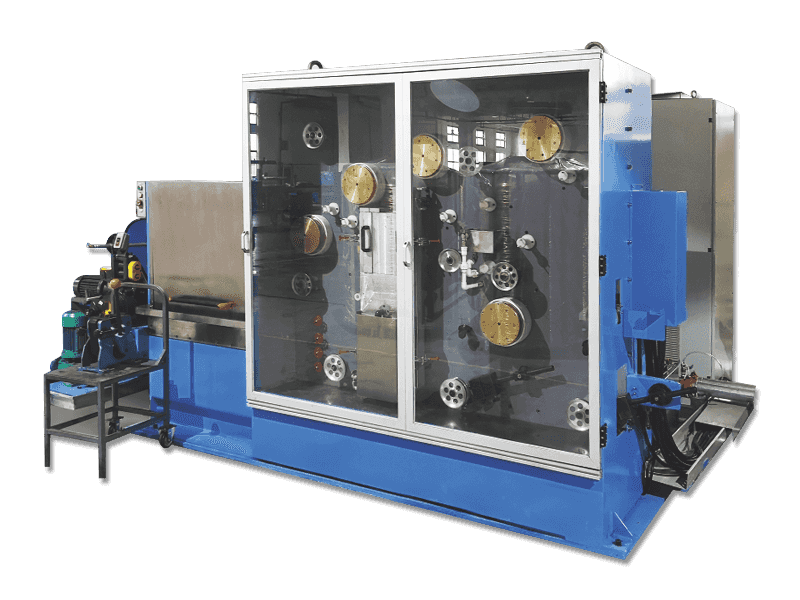
ここでは、ワイヤテーピングの一般的なプロセスを示しています。当初、コアワイヤーは、Capstanが直線で一定の速度で完済します。次に、ストリップ素材は、テーピングヘッドから一定の速度で報われます。最後に、ストリップ材料は、適切な張力でコアワイヤーに巻き付けられ、特定の重複比でワイヤを形成します。一般的な従来のタイプでは、テープが材料のスプールから放出された後、複数のギルディングローラーと回転ローラーを通過する必要があります。これにより、テーピング張力の安定性が低下します。テーピングヘッドが高速で回転すると、これらのギルディングローラーは、高圧の風抵抗と遠心力の下で柔軟性が低下し、ストリップ材料に追加の張力を生成します。したがって、設定と実際の張力の間に特定の違いが存在するため、ラッピング後のワイヤの品質とテストの結果は悪化します。このような現象は、長期使用後にマシンが摩耗したときに明らかに現れます。
上記の問題をより適切に解決するために、このマシンは従来の形状に従わず、テープのペイオフとテーピングヘッドを2つの部分に分類します。マシンは、テーピングヘッドにダブルキャップスタンローラーで設計されています。サーボモーターは、Capstanローラーを駆動してストリップ材料を引き出し、溝を通り抜けてテーピングヘッドに到達します。テーピングヘッドが静止している場合、ストリップ材料がダブルカプスタンローラーから連続的に吐き出されていることが観察できます。ストリップ材料は、テーピングヘッドの中心軸にある別の2つのローラーを通過し、すぐにワイヤーに巻き付けます。テープが中心軸に沿って移動すると、風の抵抗と遠心力がかなり低く、それによって上記の従来のタイプの問題を解決します。さらに、このタイプのテーピングの原理は、ストリップ材料の張力を設定することではなく、サーボモーターの速度を調整してテーピングヘッドのダブルキャップスタンホイールを駆動し、テープの量を吐き出し、仕上げたワイヤの外径を変更することで実現されます。これは、テープの張力を調整する方法です。テープの量が少なく、テープの張力が大きくなり、ワイヤーの外径が小さくなります。より大きな量のテープが吐き出され、テープの張力が小さくなり、より大きなワイヤーの外径が形成されます。このマシンには、最終製品の外径とテープ張力の動的自動制御を実現するために、レーザー直径ゲージを装備できます。


設立時間
建築エリア(m²)
従業員数
知的財産
![]() 頼りになる成熟した工場
頼りになる成熟した工場












 2026-03-09
2026-03-09 ウェブマスター
ウェブマスター