 メールアドレス: info@gem-cablesolution.com
メールアドレス: info@gem-cablesolution.com アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号
アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号 日本語
日本語  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
![]() 製品カテゴリ
製品カテゴリ
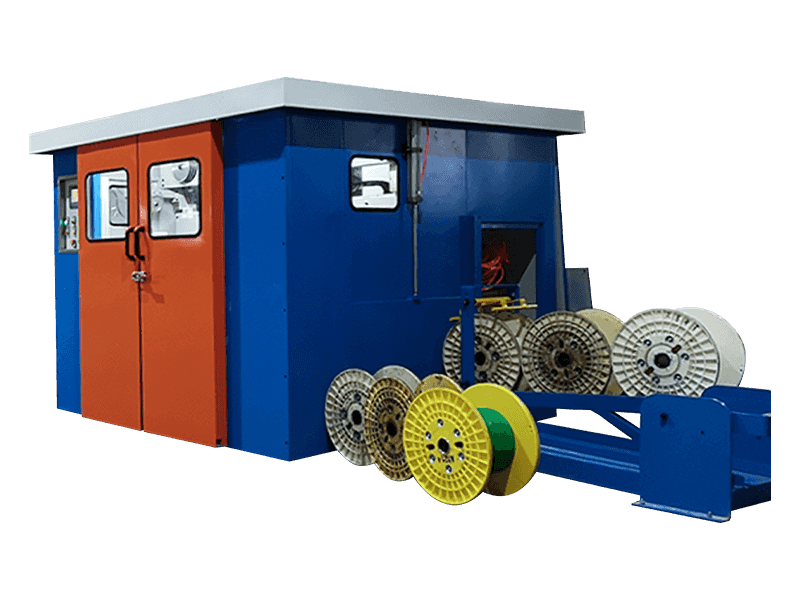
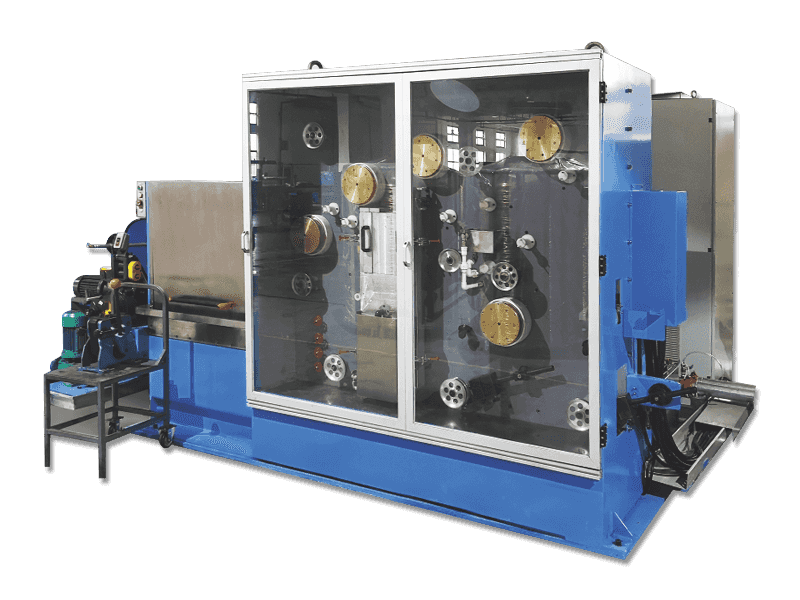
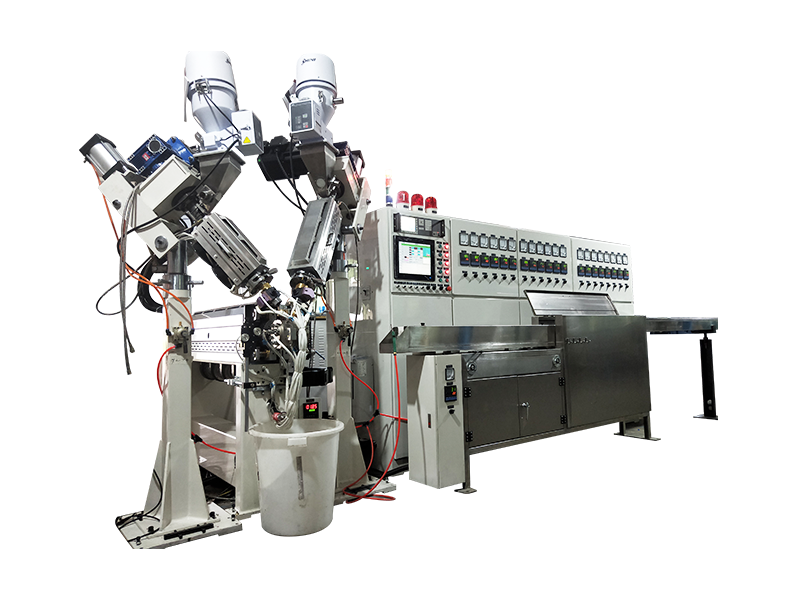
テーピング生産プロセス中、コアワイヤーとテープは個別に報われます。次に、テープ材料をコアワイヤに包み、適切な張力でワイヤを形成します。張力は一定の速度でワイヤーテーピングで一定のままです。ただし、テープが材料のスプールから放出され続けると、スプールの外径が小さくなり、テーピングヘッドが回転するたびに放出されるテープの長さが短くなります。テープのペイオフ速度が時間内に調整されていない場合、テープのペイオフの安定性に影響します。安定性を高めるために、ペイオフ速度を積極的に調整し、テープ張力を一定に保つことができる構造が必要です。それを達成するために、3つのサーボモーションコントローラーを使用して、それぞれテーピングヘッド、材料プレート、張力ダンサーの回転と動きを制御します。張力ダンサーのサーボモーションコントローラーは、一定のテープのペイオフ速度と張力を維持することができ、張力ダンサーが速度とトルクモードを採用するだけでなく、ストリップ材料に一定の速度と張力を提供するだけでなく、自己検出と自動フィードバックの回転ヘッドに相対的な位置を提供します。テンションダンサーがプリセットゼロの位置を走り、テーピングフレーム回転と同じ方向に沿って移動すると、テープのペイオフのサーボモーターの速度が遅いことを意味します。これにより、エンコーダーはテープのペイオフを加速するためにピド電圧信号をサーボモーションコントラーターに送信します。したがって、アクティブなオートフィードバックと安定したテープのペイオフプロセスによる一定の張力テーピングを実現します。




設立時間
建築エリア(m²)
従業員数
知的財産
![]() 頼りになる成熟した工場
頼りになる成熟した工場












 2026-03-09
2026-03-09 ウェブマスター
ウェブマスター