 メールアドレス: info@gem-cablesolution.com
メールアドレス: info@gem-cablesolution.com アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号
アドレス: 江蘇省東台市高新区粤豊路8号 | 広東省東莞市虎門鎮大寧麒麟東路109号 日本語
日本語  English
English русский
русский 日本語
日本語 Español
Español عربى
عربى 中文简体
中文简体
![]() 製品カテゴリ
製品カテゴリ
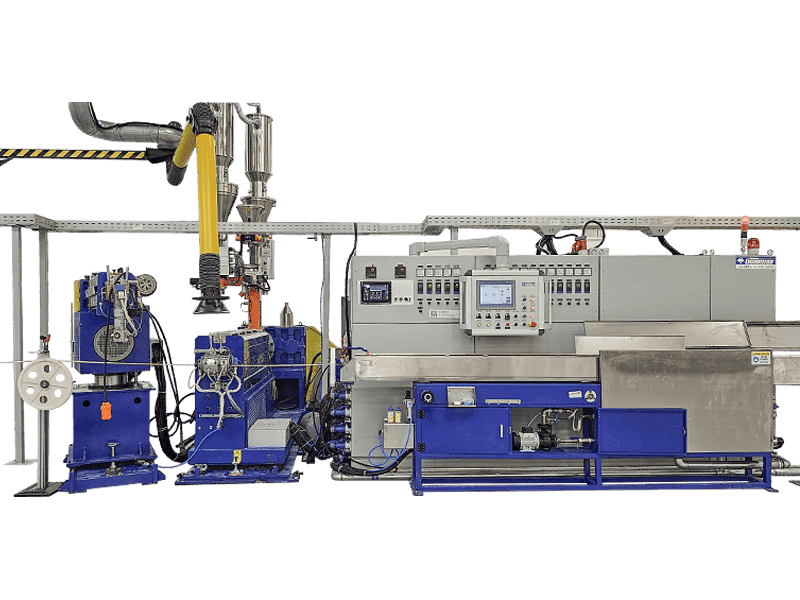
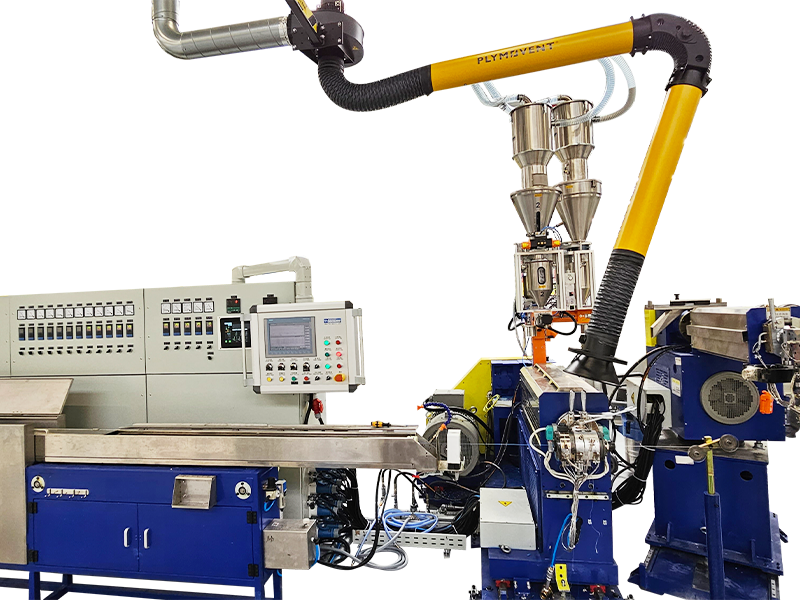
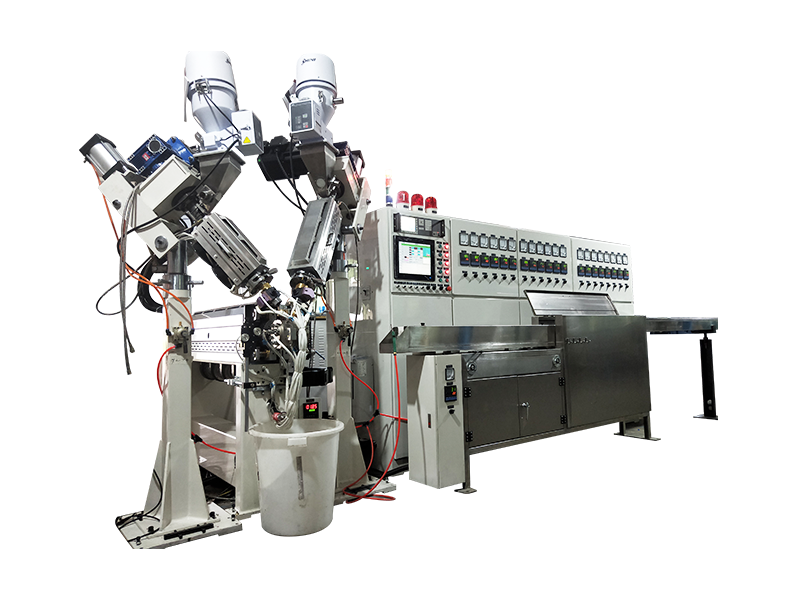
ワイヤとケーブルの表面をストリップ材料で覆うことは、ワイヤ生産ラインの重要なプロセスの1つであり、分離、シールド、断熱、耐火性、および温度抵抗の機能があります。ラッピング方法には、スパイラルラッピング、ドラッグ(サイド)ラッピング、縦方向のラッピングが含まれます。
スパイラルラッピングとは、コアワイヤが回転しないことを意味しますが、スピニングヘッドとテーピングヘッドがコアワイヤの周りで強度に回転します。ストリップ材料は、テーピングヘッドの円形回転運動とカプスタンの線形トラクション運動を通して、コアワイヤーの周りに渦巻きに巻き付けられています。通常、ラッピング角は約30〜60度で、オーバーラップ比は0〜80%の範囲内で調整できます。
ドラッグ(サイド)ラッピングとは、コアワイヤの回転を指します。ストリップ材料は、回転するコアワイヤで側面から(巻き込まれて)引きずられます。ラッピング角は一般に約30〜60度であり、重複する比率は、異なる幅のストリップ材料を交換することによってのみ実現できます。
縦方向のラッピングとは、コアワイヤもストリップ材も回転しないことを意味します。コアワイヤとストリップの材料は、Capstanによって同時に直線的にドラッグされ、縦方向のラッピング型を介してストリップ材料を形成パッケージに徐々に変換します。ラッピング角は90度であり、異なる幅のストリップ材料を交換することにより、重複する比率(一般的に5〜10%)が達成されます。
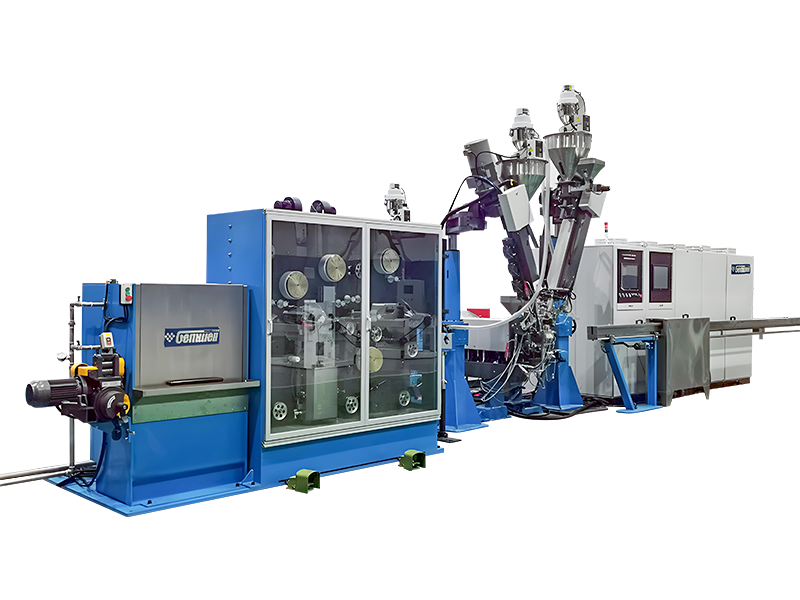
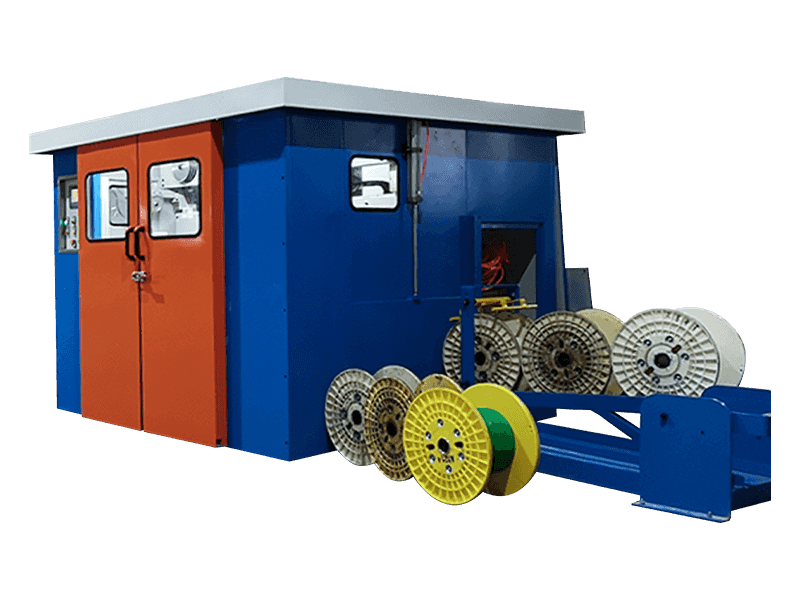
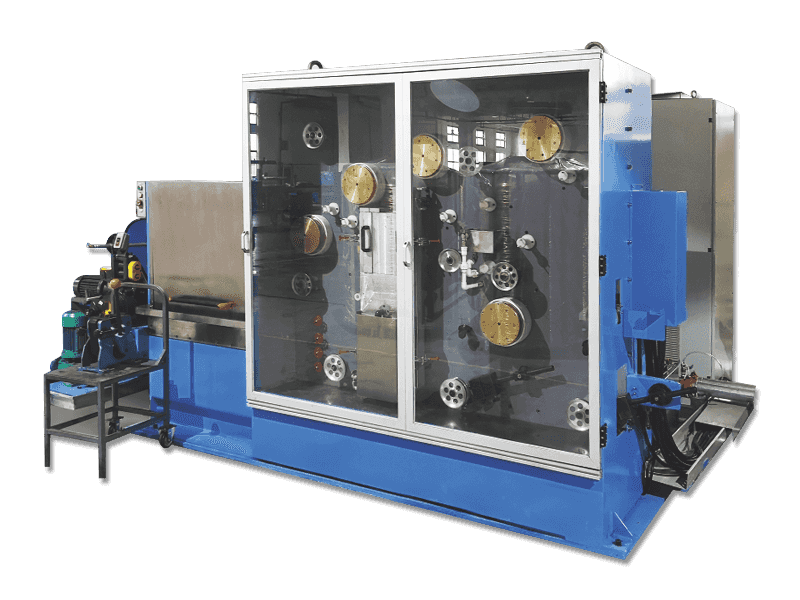
一般的に使用されるテーピング材料には、アルミニウムフォイルテープ、マイラーテープ、銅ホイルテープ、ポリテトラフルオロエチレンテープ、マイカテープ、ポリイミドテープ、ポリエステルテープなどが含まれます。テーピング材料の種類と完成したワイヤの詳細な仕様に応じて、上記のプロセスに関与する補助機器が追加されています。ワイヤテーピングマシンは、垂直または水平構造に使用できます。垂直構造は小さなサイズのケーブルに適しており、大規模ケーブルと小さなケーブルの両方で、水平ラッピングマシンはよりコンパクトになります。
ラッピング方法には、ギャップラッピング、バットシームラッピング、重複するラッピングが含まれます。ギャップラッピングとは、前のスパイラルテープエッジと次のスパイラルテープエッジの間に特定のギャップがあることを意味します。バットシームラッピングとは、隣接するスパイラルラッピングテープのエッジが互いに密接に接続されていることを意味します。重複するラッピングとは、ストリップ材料を包むと、以前のスパイラルストリップのエッジが次のスパイラルエッジで覆われていることを意味します。重複するラッピングは、ワイヤーおよびケーブル産業に一般的に使用される方法です。一般に、オーバーラップ比は、単一層ラッピングで67%を超え、二重層ラッピングで40%を超えています。二重層または多層を使用する場合、隣接する層ごとに包装方向が反対になるはずです。
ラッピングプロセスの技術的パラメーターには、テーピング方向、ピッチ、角度、キャップスタン速度、テーピングヘッド回転速度、テーピング張力などが含まれます。テーピングピッチは、ラッピングヘッドによる1回の回転後にワイヤコアが軸方向に進む距離を指します。ラッピングプロセスの回転速度は、テーピングヘッドの回転速度を指します。テーピング角は、ワイヤ運動ラインの垂直軸とテーピングヘッドからのラッピングテープの間の角度を指します。テーピングテンションとは、ガイドホイールを通過するラッピングテープのテーピングポイントに及ぼす引張力を指します。テーピング方向、ピッチ、張力、および終了した外径は、ワイヤーラッピングプロセス中の主なパラメーターであり、テーピング角はテーピングマシンの設計と製造の主なパラメーターです。テープの厚さと重複する比は、ワイヤコアと仕上げワイヤの外径に基づいて決定されます。テープの幅は、導体の外径、重複する比率、テーピング角に基づいて決定することもできます。既知のテープ幅を使用すると、オーバーラップ要件を満たすために適切なテーピングピッチを選択できます。
ラッピング張力の安定性により、完成品の品質と性能が決まります。不均一な包装張力または不合理な包装張力設定は、ワイヤーの表面に不均一な色、しわ、「ヘビ」などの欠陥を引き起こします。テーピング張力の設定は、ラッピング材料の引張強度とワイヤーコアの張力に依存します。ラッピング材料の材料の種類、幅、厚さは、その引張強度を決定します。したがって、異なるラッピング材料またはワイヤーコア仕様の場合、テーピング張力の設定は異なります。
テーピング張力には、受動的な電磁張力タイプとアクティブなサーボ張力タイプが含まれます。パッシブタイプは、磁気粉末クラッチまたはヒステリシスクラッチを張力要素として使用します。これは、メーターまたは回転カウントを介してタップマテリアルパッドまたはボビンの外径の消費を追跡します。電気制御システムは、張力要素の電流出力張力を減少させるためにシミュレートします。この張力制御方法により、緊張は比較的安定しており、基本的にケーブル業界での通常のワイヤーラッピング生産の要件を満たすことができます。経済的で手頃な価格のシンプルな構造を持っています。アクティブタイプは、3-ServoダンサータイプとCapstan Roller Spitタイプに分割されます。 3-Servoダンサータイプの主な機能は、その張力ダンサーです。サーボモーターは、張力ダンサーに動きと張力を提供し、PID動的フィードバックを生成して、タップのペイオフを一定の速度で保持します。張力はテーピングプロセス中は一定のままであり、材料トレイの外径の消費の影響を受けません。 Capstan Roller Spit Type doestには、張力ダンサーがいません。ストリップ材料が材料トレイからCapstanホイールを介して引き出された後、すぐにワイヤーコアに巻き付けられます。テーピング張力は、完成したワイヤの目的の外径に従って設定されます。完成したワイヤの外径はコントロールパネルの定数として設定されているため、テーピング張力は手順全体で一定のままです。これら2つのアクティブタイプテーピングマシンの機械的構造は明確ですが、どちらのタイプも優れた品質です。複雑な機械構造、高度な制御システムハードウェア、ソフトウェア構成により、アクティブタイプのテーピングマシンの生産コストは高くなります。しかし、ワイヤーおよびケーブル業界の厳しいラッピング品質要件を満たすことができ、効果的なレートが近く、高コストのパフォーマンスがあります。特に、包括的な電気試験を必要とするワイヤーおよびケーブル製品に適しています。
科学技術の進歩により、テーピングマシンは、高性能、高効率、高い信頼性、および高い知性の方向に進む必要があります。 Gemwell Technologyは、グローバルなワイヤおよびケーブルフィールドにストリップ素材を包む新しいテクノロジーの探索者として、テクノロジーの革新と進歩に焦点を当てています。 Gemwell Technologyは、より高品質のワイヤーテーピングマシンを作成します。






設立時間
建築エリア(m²)
従業員数
知的財産
![]() 頼りになる成熟した工場
頼りになる成熟した工場












 2026-03-09
2026-03-09 ウェブマスター
ウェブマスター